自动化焊接技术在机械制造中的应用策略
(江苏省扬州技师学院,江苏 扬州 225003)
摘 要:随着我国科学技术不断进步和发展,焊接在机械制造生产中被广泛应用,这不但改进和优化了自动化技术和焊接技术,同时也创新了自动化焊接设备在机械制造行业中应用。
关键词:自动化焊接技术;机械制造;应用策略
Application Strategy of Automatic Welding Technology in Machine Manufacturing
WANG Jin-feng
(Yangzhou Technician College, Yangzhou Jiangsu 225003, China)
请将修改后的摘要翻译成英文。
With the continuous progress and development of science and technology in China, welding is widely used in mechanical manufacturing. This not only gradually improves and optimizes the automation technology and welding technology, but also innovates the application of automatic welding equipment in the machinery manufacturing industry.Key words: automatic welding technology; machinery manufacturing; the application strategy
作者简介:王劲锋(1976—),男,江苏姜堰,高级讲师,高级技师,大学学历,研究方向:模具设计与制造技术。
0 前言
本文主要以自动化焊接技术在机械制造中的应用策略为研究目的,通过实例案例分析焊接机器人在在自动化焊接系统选择方面、工程方面的具体应用情况,以及自动化焊接技术在精密零件制造中的具体应用,为机械制造企业创造更多的经济效益,促进该行业更好的健康持续发展。
请补充文章的前言,在前言部分请简述研究的现状、目的、方法意义等内容。
1 焊接机器人
焊接机器人自身具有独特的应用性质,具有较好的智能化、柔性化特点,同时在实践应用中能够有效提升焊接精度和焊接质量。在机械制造生产过程中,采用焊接机器人,能够有效提升企业实际生产综合实力,使其在市场发展中占据决定的竞争优势。在机械制造生产中,相关工作人员采用焊接机器人进行相关繁杂性焊件的焊接,这既能够充分凸显出焊接机器人的应用优势,也符合现代化大多数比较复杂的焊件高难度、高质量、高精度的焊接需求。但是,焊接机器人在实际应用过程中,需要承担较高的应用成本,在机械制造生产中难以有效实现批量化的生产(语句不通顺,操作技术为什么难以实现批量化应用?)。
机械制造应用焊接机器人进行焊接生产工作之前,相关工作人员需要结合具体要求做好相关的组装、打底焊等准备工作, 同时保证人工在操作中的有效性。工作人员在焊接工作开展的全过程中,需要注意焊接机器人在自动跟踪焊缝的功能上存在一定的缺陷,需要科研人员进一步研究焊接机器人结构和功能,全面改进和完善该技术,为机械制造生产提供有力的技术支撑。
(1)在自动化焊接系统选择方面:我国江苏哈工智能机器人股份有限公司旗下苏州哈工易科机器人有限公司研发设计的不锈钢焊接,一级焊缝系统解决方案,充分发挥多项现代化先进技术的重要优势和作用,成为自动化焊接技术市场上热门产品,该系统主要包含:HRG12K六轴机器人、HRG50KG六轴机器人、福尼斯氩弧焊机、宾采尔氩弧填 丝焊枪、激光跟踪系统、柔性搬运夹爪、自动流水上下料平 台组成采用新兴焊接工艺—钨极氩弧焊 TIG。另外,该系统的不锈钢主要挑选是TIG,具有较强的保护作用,能够将氧排除,同时对氮、氢等相关气体进行优化,避免对焊接金属零件产生损伤,在实践应用中具有良好的安全可靠性,同时保证焊接施工过程的安全稳定性,实现高质量的焊接、焊缝成效。例如,烘干箱、洗涤箱机器人满焊工艺。
(2)工程应用方面:买方三河科达实业有限公司,卖方瑞德佑有限公司,就买方委托卖方设计、制作、集成、安装、调试、培训到验收合格、售后服务。设计依据:主要结合产品数模和产品焊接图、其他设计输入。设计目的,卖方根据设计输入文件要求,设计工作站、夹具、机器人符合洗涤箱上箱体、下箱体、和烘干箱体的焊接工作。工作站部分柔性生产,满足产品生产实际需求。生产线主要应用人工下料、机器人自动焊接结合的方式,保证生产安全。机器人焊接工艺条件,焊丝直径选择φ1.0、φ1.2mm,MIG焊接平均焊接速度在11-11.5mm/mim,每个焊缝的机器人焊接辅助时间,主要及时机器人平均移动时间包含机器人变换姿态、加减速、焊接起弧和收弧时间控制在6-10s,做好上箱体总成焊缝编号和长度控制工作(见表1)。烘干箱、洗涤箱机器人满焊工艺流程,主要是焊接夹具以二字型二工位布置,弧焊机器人在中间位置,弧焊夹具能够满足人工快换定位,有利于后续整改保险杆种类。人工在一工位完成上件,焊接机器人完成焊接,上件有光幕需要做好相应的安全保护,人工在二工位完成上件之后退出,焊接机器人工作完成自动化焊接工作。
表1 上箱体总成焊缝编号和长度
编号 长度mm 焊接速度mm/min 焊接时间s
1 135 11.00 12.3
2 135 12.3
3 135 12.3
4 135 12.3
5 271 24.6
6 271 24.6
7 271 24.6
8 271 24.6
9 930 84.4
10 930 84.4
焊接时间 3167.4
焊接段数 12.0
跳转时间 24.0
翻转时间 9.0
辅助时间 6.0
打剂时间 10.0
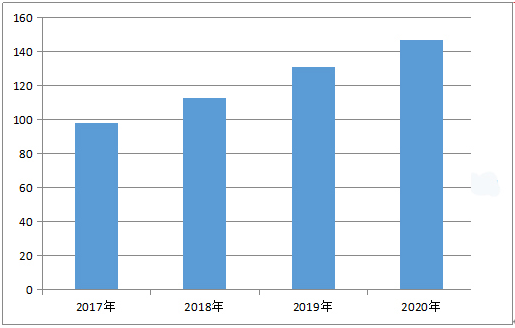
焊接机器人在在机械制造的焊接生产中被广泛应用,取得良好的应用效果,行业市场规模逐渐增加(见表2)。机械制造过程中,焊接加工作业存在较差的生产环境,危险性较高,同时对焊接技术水平具有较高的要求,需要焊接工作人员具有熟练的实践操作技术水平,丰富的工作经验。焊接机器人具有直角、柱面、球面、多关节等坐标式、同时包含伸缩式和爬行式的多种结构形式。机械制造中对其进行应用的过程中,可以结合不同场合,选择针对性有效的焊接机器人结构形式,高效完成相关工作任务。如:多关节焊接机器人,具有模仿人手臂功能,能够在一定空间内自由任意动作,具有较大灵活性,促进焊枪的空间位置和姿态调节到随意状态,更加满足焊接的实际需求,是当前机械制造中应用最广泛的一种自动化焊接技术。
焊接机器人技术不断进步和发展,广泛应用电弧传感器技术,能够有效解决机器人电弧焊的焊缝轨迹跟踪和管控问题。例如:汽车制造过程中,对焊接机器人的应用,能够转变传统单一的汽车装配点焊,发展成汽车零部件和装配过程中的电弧焊。焊接机器人电弧焊能够凭借程序,对焊接轨迹和顺序进行随时转变,在工件品种变化大、焊缝短且多、形状繁杂的机械产品加工制造中进行广泛应用,具有较强的适应性。因此,汽车车体上出现较多该种机械产品,更加满足汽车制造业的特点和需求。新时代发展背景下,汽车出现越来越多的款式,具有较快的更新速度,应用带有机器人装备的汽车生产线,更加符合新时期社会汽车制造业的迅速发展的需求。
表2 2017-2020中国焊接机器人行业市场规模
2自动化焊接技术在精密零件制造中的应用
现阶段,我国经济呈现出迅速发展的趋势,在很大程度上推进了工业生产行业的健康快速发展。同时,市场环境发生较大转变的背景下,行业发展在市场上的竞争越来越激烈。工业生产行业需要不断革新和完善机械设备,保证具有良好的多功能,为机械制造提供有力的支持和保障,同时不断研发动化焊接技术,解决机械制造整个生产中面临的困难,进而增强自身的综合实力和市场核心竞争力,实现健康长久的发展。机械制造进行焊接的过程中,普遍依靠人工,人工在焊接实践操作过程中受到多种相关因素的影响,容易出现不同程度的错误和失误,造成焊接缺乏较高的精确度,不能对部分精密零件开展生产加工工作,难以符合相应标准和要求,对其正常使用产生不良影响[2]。因此,精密零件制造中采用自动化焊接技术,能够有效提升焊接成效。精密零件焊接的过程中,采用该技术避免发生形变的现象,最大程度的保证精密零件的精密度。该技术在应用的过程中,工作人员需要在自动化焊接设备的基础上,采用激光技术,有效降低焊接点的范围,进一步保证焊接精确度,全面发挥新技术的最大应用效果。
例如:自动化焊接技术在汽车机械精密零件制造中的应用,能够有效提高机床加工技术,保证精密零件的精度,同时能够促进机床具有更高的抗震参数,在高温条件下,不会出现变形等问题,实现对机械设备自动化焊接加工、汽车零部件生产。我们以汽车组装和生产为例,工作人员需要严格根据相关规定和要求进行组装和生产,采用自动化焊接技术,选择合理的生产路线,遵守低能耗、高质量的应用原则,实现理想的加工效果。另外,汽车精密零件生产制造中,采用自动化焊接技术,通过机械制造的方式送入焊丝,采用助焊剂实现自动化焊接,能够有效节约焊接材料,避免各项资源的浪费现象,同时提升汽车精密零部件的焊接成效。我国市场上出现产生的较多现代化先进科学技术,如智能化、网络、数字化等多种先进技术,在各个领域中被广泛应用,得到显著的应用成效。先进技术对自动化焊接技术在机械制造中的应用,提供有力的支持和保证,提升动化焊接技术的实际应用效果。相关工作人员对自动化焊接技术进行应用的过程中,需要组合大量设备,创建符合机械制造生产作业要求的自动化系统,充分发挥该系统的重要优势和作用,实现数字化和智能化目的。工作人员对该技术正式应用之前,需要做好相应的准备工作,可结合详细的应用要求,实际规范有效的焊接方案,对焊接作业中可能存在的相关问题进行全面综合性的考虑,如焊接过程中,机械产品受到温度增高的影响出现形变问题等[3]。因此,工作人员应用自动化焊接技术的过程中,选择最佳的传感器,保证其具有良好的性能,进行安装,增强对焊接作业中具体信息的收集,便于工作人员全面分析焊接信息,获得精准有效的结论,进而有效了解和掌握焊接实际情况,结合实际需求,科学合理的操控自动化焊接设备,避免各种焊接问题的产生。例如:中亚机床结合当前焊接生产实际情况对T型材角焊缝焊接进行改造,采用自动化焊接技术,实现全自动化焊接,操作简单、精度和效率高,借鉴前期项目积累,优化角焊缝自动焊接工艺,保证焊接参数符合符合对角焊缝成形的实际要求(见表3),保证焊接熔合比,一次溶深6mm之上,一次焊接成形,改善焊缝表面成形质量。
表3 焊接参数对角焊缝成形系数的影响
编号 热输入Kj.cm-1 焊缝宽度B/mm 焊缝计算厚度H/MM 焊缝成形系数T=B/H
1 10.8 9.9 5.9 1.67
2 11.4 10.6 7.8 1.36
3 13.8 10.8 7.5
3结束语
自动化焊接技术在机械制造中进行应用,能够有效提升制造生产质量和效率,提高零部件的精密度,保证机械产品符合相关标准和要求。本文主要分析了自动化焊接技术的具体应用策略,为企业创造更多的综合效益,实现其不断推广和应用发展。
参考文献:
[1]孙海洋. 自动化焊接新技术在机械制造中的应用对策[J]. 四川水泥, 2019(7):126.-126.
[2]刘飞. 机械制造中自动化焊接新技术的应用分析[J]. 中国战略新兴产业, 2020(10):146-146.
[3]自动化焊接新技术在机械制造中的应用探究[J]. 今日自动化, 2019(11):27-28.
