基于软PLC的真空灌胶控制系统
(苏州大学机电工程学院,江苏 苏州 215000)
摘要: 真空灌胶在电子行业的使用越来越广泛。研究一套基于软PLC的真空灌胶控制系统,为电子行业的电子元器件的质量提供保证。本文将重点阐述真空部分的自动控制系统的设计,并且在硬件的基础上, 使用PID控制实现设备内真空。为了控制系统的调试和使用的便利,设计了真空控制系统的界面。通过对灌注产品的性能分析来验证真空灌胶的可行性。
关键词: 软PLC;PID;真空灌胶
Vacuum potting control system based on soft-PLC
Qian Xiaoyun
(department of Mechanical and Electrical Engineering,Soochow University, Suzhou 215000 China)
Abstract: Vacuum potting is becoming more and more widely used in the electronics industry. Research a set of soft-PLC based vacuum glue filling control system to provide guarantee for the quality of electronic components in the electronic industry. This article will focus on the design of the automatic control system of the vacuum part, and on the basis of hardware, PID control is used to realize the vacuum in the equipment cabinet. Verify the feasibility of vacuum filling by analyzing the performance of the filling product.
Keywords: soft-PLC; PID; vacuum potting
1 系统概述
当下许多电子零部件拥有越来越多的功能,必须符合功能耐用且严格可靠的要求,一旦安装以后,通常难以替换。通常情况下,电子零部件设计的初衷就不应该被更换,而是在整个使用寿命内工作。为了延长电子零部件的使用寿命,通常会用灌胶机对电子零部件进行灌装,以实现电子零件防水、防尘、防腐蚀的要求。而且随着越来越多的企业对电子产品可靠性要求的提供,电子零件的灌胶已经成为一道必不可少的工序。
在标准大气压下,由于电子零部件的形状规则不一,在边角和切口部位会形成缝隙,所以这些缝隙会在灌胶的过程中聚集气泡,而这些气泡可能会导致缺陷甚至组件完全失效。这种情况在变压器中的线圈、电机等同样存在,可以聚集非常小的气泡。 在这种情况下,需要确保可重复的优异灌装质量,真空环境下灌胶就成了唯一的选择。
1.1 真空灌胶的原理
真空灌胶系统[1]是在普通灌胶机的基础上,通过控制真空泵的抽吸,使密封设备内的气压达到生产产品所设定的负压值,然后开始灌胶,在灌胶的过程中进行分步灌胶,即不断的泄压注胶再泄压再注胶,这个过程可以把注入到产品里的胶水气泡都挤压出来,从而实现真空环境下灌胶的方案。
1.2 控制系统的设计思想
控制器设计的硬件思路为根据灌胶设备空间的大小和真空度等工艺要求选择合适的真空泵,还有控制真空抽吸的阀,以及泄压是的控制阀等。其中真空泵的选型尤为关键,如果真空泵选型不对,将无法实现真空灌胶的目的。真空泵的选型主要考虑一下几个方面:
工艺要求达到真空度。真空泵的工作压力应该满足工艺工作压力,选型时真空度要高于真空设备真空度的半个到一个数量级。
工艺要求的抽气速率。抽气速率S的表达式为式1:
S= (V/t)×ln(p1/p2)
式中,S为真空泵抽气速率(L/s),V为真空室容积,t为达到真空度所需要的时间(s),P1为初始压强(Pa), P2为要求压强(Pa),
真空泵的噪音,震动。长时间的噪声影响,会给操作员的身体健康带来危害。
通过对以上几个方面的因素的计算和考量,可以为真空灌胶系统选择合适的真空泵,以此实现真空量的工艺指标[1] 。
在生产过程中真空泵以及真空阀和泄压阀协同工作,实现真空灌注的环境。系统可手动或自动模式切换。手动模式下,可以直接控制真空泵的启、停以及真空阀和泄压阀的开、关,便于设备的调试使用。当切换到自动控制时,当产品被放置在密封的设备内,抽真空的阀打开,真空泵开始抽吸,按照产品的工艺参数设置,使得真空达到设定值,实现真空注胶。当达到设置的真空阈值时,设备开始注胶,边灌胶边卸压,此时需要打开放压阀,将注入到产品里的气泡挤压出来。不同产品的灌注量不一致,灌注量大的,按照工艺质量要求,需要分多步灌胶。
2 基于软PLC的控制系统的组成和软件
2.1 软 PLC 简介
基于硬件成本和工艺指标的考虑,选择灌胶系统的控制器作为真空控制系统的控制器。主控制器上安装的TwinCAT软件。TwinCAT是基于工控机的软PLC。软PLC也称为软逻辑,是使用PC作为硬件支撑平台,利用软件实现硬PLC的功能,也就是将PC开放性和PLC的可靠性等优点结合在一起。同时,软PLC综合了计算机和PLC的开关量控制、模拟量控制、数学运算、网络通讯和PID调节等功能,通过一个多任务内核,提供强大的指令集,快速而准确的扫描周期、可靠的操作和可连接各种I/O系统及网络的开放式结构。软PLC编程语言遵循IEC61131-3标准,支持多种编程语言包括梯形图、功能块图、结构文本等,各编程语言之间可以相互转换;还包括丰富的控制模块,支持多种PID算法,甚至还包括当前流行的一些控制算法,如神经网络控制等。
2.2 真空控制系统的硬件设计
2.2.1 真空控制系统的基本结构
真空灌装系统主要由两个部分组成灌装部分和真空部分,控制器选择安装软PLC的工业控制计算机,由于真空灌装系统是在大气压灌装系统的基础上提出的新的工艺要求,所以本文主要讨论真空控制系统的实现。因为真空控制系统是真个真空灌装系统的一部分,基于硬件成本和工艺实现的难易程度的考量,所以会将真空的硬件配置组合在灌装系统中,这样就可以和灌胶系统共用一个PLC,也不需要单独在灌胶系统和真空系统中配置通讯接口,这样的配置方式使得真空控制系统更容易实现,使用起来更加方便。
真空控制系统的选用的硬件都是支持EtherCAT通讯的模块,与灌胶控制系统的通讯方式一致,模块包括包括总线耦合器、输入输出混合模块、模拟量输入模块等,可以直接添加到灌胶系统的硬件结构中。真空控制系统的结构如图1所示。
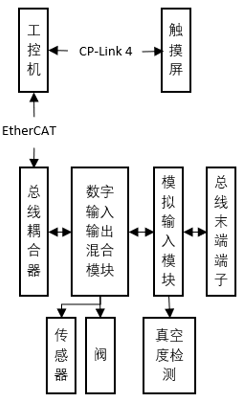
图1 真空控制系统结构图
2.2.2 真空控制系统的电气设计
为了设计成本和真空功能的实现,选择了输入和输出混合的端子模块,来实现抽真空阀、快泄压阀、慢泄压阀、门开关气缸的动作和门开关传感器的信号的采集等等。真空控制系统的电气原理如图2所示。
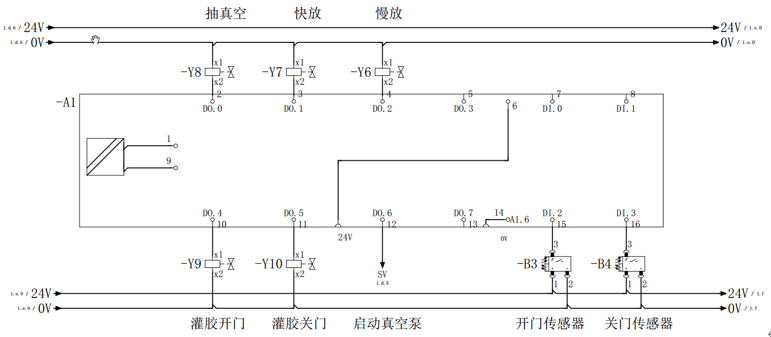
图2 真空控制系统的电气原理图
2.3 真空控制系统的软件设计
2.3.1 真空控制系统的程序设计
在实现真空控制系统的工艺要求和控制策略的前提下,由于真空控制系统是属于在灌装控制系统中的一部分,在工件放入后将门关上以保证设备密闭,按照已经设定好的真空值对设备内部进行抽真空,当真空达到设定值的范围内,可以对产品进行灌胶,为了满足产品内没有气泡,需要边灌胶边泄压。具体的控制流程如下图3所示。
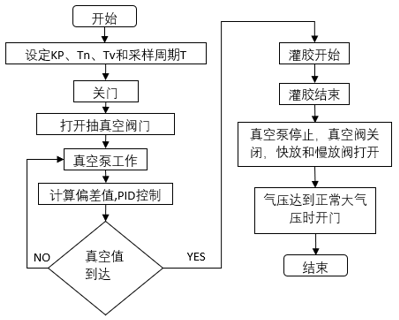
图3 控制程序流程图
在整个自动化灌胶过程中,在真空值控制是惯性滞后比较大的对象且真空值的稳定性非常重要,会大大影响了产品不得灌装效果以及产品质量。如果实际的真空值超出设定的范围值,那么灌胶系统会立刻停止灌胶,且认为这些灌胶产品是坏件,会极大程度上影响产品的合格率和生产效率,这样无法实现真空灌胶的优势。为了实现真空系统控制的较好的品质和较高的稳态精度,在此选择了算法不复杂、鲁棒性好和可靠性高的PID[2]控制方式。这里的PID控制是软PLC中已经包含的标准功能,这样可以大大节省实现系统的时间成本,而且标准的功能已经经过较长时间的验证,可靠性和稳定性相对比较完善。 这里PID功能的表达式为:

实现PID控制功能的程序模块为:
IFBVacuum_PID(
ACTUAL := LREAL_TO_REAL(i_lrCurrentVacuumValue), //当前真空值
SET_POINT := rVacuumValueSetpoint, //真空设定值
KP := rKP,//PID调节的比例参数
TN := rTN,//PID调节的积分参数
TV := rTV,//PID调节的微分参数
Y_MANUAL := DINT_TO_REAL(i_diSetVauccm),//设定的真空值,
Y_OFFSET :=,
Y_MIN := DINT_TO_REAL(i_diMinVacuum), // 真空值下限
Y_MAX := DINT_TO_REAL(i_diMaxVacuum) , //真空值上限
RESET :=xRESET , //复位
Y =﹥rVacuumValue//真空值,
LIMITS_ACTIVE=﹥ xlimitactive//监控上下限窗口值,
OVERFLOW =﹥ xoverflow)//数值过大溢出;
在生产和实际使用过程中,为了便于PID参数的调节和其他相关变量的设定修改,将这些变量存放在XML中,操作人员可以根据实际情况随时对文件进行读写操作,这样可以更好地发挥PID对真空控制的调节作用。
2.3.2真空控制系统的界面设计
为了便于操作人员的使用和后期手动调试的便利性,在人机界面上需要将真空值、真空阀和泄压阀的状态显示在界面上同时还可以单独对真空阀和泄压阀进行点动测试。界面示意图如图3所示。
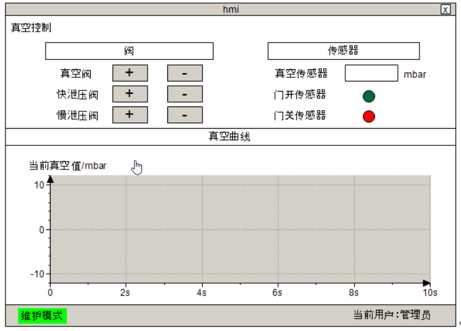
图4 真空控制界面
2.4 控制系统的调试与性能测试
2.4.1 系统调试
控制系统的调试分为硬件的检查和软件调试。 硬件的检查包括电气元件的正确安装、接线正确等。 软件的调试包括手动调试和自动调试。手动调试对真空控制系统中的单个子功能进行点动测试,而自动测试则是确保所有的程序按照软件执行。若在调试的过程中发现问题,可以及时修改和完善程序。
2.4.2 性能测试
为了验证真空控制系统的可行性,对比正常大气压下灌胶和真空环境下灌胶的效果,在相同的温度、湿度的环境下,各生产20件产品,效果分析如表1.通过下表,可以看到,真空坏境下灌胶的产品气泡只有15%,远远低于正常大气压下的75%, 说明灌胶过程中的气泡问题被明显改善了,所以此真空控制系统的可以满足工艺要求。
表1 灌装效果对比
总生产件数 有气泡的件数
正常大气压环境下 20 15
真空环境下 20 3
4结语
针对电子零件产品在正常气压下灌胶气泡较多的问题,提出了在线式真空灌胶的控制系统。由于灌胶系统是真空灌胶控制系统的前提,所以本文只设计了真空部分的控制系统,并使用PID控制来实现。该真空控制系统可以保证产品固化以后的质量,且促进灌胶产品的新发展。同时,随着人们对产品质量要求的不断提高,真空灌胶控制系统将会必不可少。
参考文献 :
[1]范承勇.真空灌封技术在高压交流真空断路器中的应用[J].电气制造,2009(05):17-19.
[2]曹建武.纸机真空系统的设计[J].中华纸业,2019,40(18):28-32.
[3]杨波,潘秋祥.PID控制与自动引水技术的融合应用[J].山东煤炭科技,2020(08):101-103.
作者简介:钱小云,女,1988年生,硕士研究生,主要研究控制工程及运动控制方法。
