轧辊磨床数控化改造与应用
(江苏省高淳中等专业学校 江苏南京 211300)
作者简介:张芬芬:民族:汉,出生年月:1988.08,性别:女,籍贯:山东滕州,最高学历:本科,毕业院校:天津职业技术师范大学,职称:讲师,研究方向:数控铣、电气安装与维修及加工中心。
摘要:以某冷轧薄板厂轧辊磨床改造项目实例为依托,对数控技术在轧辊磨床改造中的应用展开分析论述。结果表明,对轧辊磨床的数控系统改造后,辊形偏差缩小,磨削时间缩短,人机交互界面更加友好,可以显示图形,磨床的整体性能得到提升。
关键词:数控技术;轧辊磨床;改造
0引言
科学水平的不断提高,使相关技术得到快速发展,数控技术便是其中之一,该技术在多个领域内广泛应用,尤其是制造业。轧辊磨床是制造行业不可或缺的重要设备,其磨削精度与产品的质量密切相关。为提高轧辊磨床的磨削精度,可对现有的数控系统进行改造升级。下面以具体的改造项目为例,对数控技术在轧辊磨床改造中应用展开分析。
1改造项目概况
某冷轧薄板厂兴建于上个世纪90年代末,建厂时的设计产量为70万吨,厂内共有9条生产线,十二套机组,设备和技术基本上都是从国外引进,能够生产高档的冷轧板、彩涂板等,产品在汽车制造、石化油工、建筑等行业广泛应用。该厂磨辊车间采用的支撑辊磨床是从美国引进,主要负责酸洗冷轧联合机组和平整机组的支撑辊修磨任务。磨床在长时间的服役中,数控系统不断老化,部分功能基本丧失。而客户对板面的质量要求却进一步提高,轧辊磨床的加工精度对生产形成一定的制约。因此,亟需对轧辊磨床进行改造,以便更好的满足生产需要。
2数控技术在轧辊磨床改造中应用
2.1改造原因分析
近年来,轧钢技术逐步完善,带钢质量随之提升,为生产出能够满足不同客户需求的带钢产品,对轧辊修磨技术产生一系列要求,如轧辊的辊型复杂程度更高,磨削精度更高,偏心度、锥度偏差更小,能够适应的轧辊材质更多,可以应用的范围更广,操作更加方便,自动化程度更高,磨削速度更快。该厂的支撑辊磨床数控系统由插件版计算机、德国西门子公司出品的S5系列PLC组成,计算机与PLC之间以点对点的方式传输信号[1]。受到计算机软、硬件方面的限制,导致该磨床的自动化程度偏低,在使用过程中,经常出现问题,具体体现在如下方面:
2.1.1偏差大
磨削加工后的轧辊辊形存在较大的偏差,影响了冷轧板的质量。辊形偏差具体是指磨削加工的辊形与预先设定的辊形之间的差值,轧辊作为轧钢生产中钢板的变形工具,随着精度要求的提升,尤其是对平直度要求的提高,即<50u。轧辊磨床存在的主要问题是磨削辊形偏差较大,约为100u左右,无法满足冷轧钢板的板形精度要求,对冷轧板质量的提升产生严重制约,无法满足高精度、高质量产品的生产需要。
2.1.2磨削效率低
磨床对轧辊中心校准的时间相对较长,数控程序中不具备补偿功能,导致磨削效率低,平均每根轧辊的磨削用时约为60min左右。由于效率过低,导致磨削至规定精度所需的道次增多,轧辊和砂轮的损耗随之增大,致使辊耗降低。为供应质量合格、精度达标的轧辊,需要保证轧辊的周转量充足,这样一来导致生产成本增加。若是能够在现有的基础上,提高轧辊磨床的磨削效率,则可以使轧辊的周转量随之减少。
2.1.3自动化程度偏低
从轧辊磨床的操作性能看,系统采用的操作界面比较差,无法显示图形,导致工作人员在生产过程中不能随时查看圆度、磨削偏差等情况[2]。磨削程序比较落后,无法自由编程,不具备硬件扩展功能,无法实现联网通讯和集中控制,不利于磨辊间生产率的提升。
2.1.4故障率偏高
由于磨床的控制和传动系统结构较为复杂,致使设备的故障率增加。该轧辊磨床的传动系统为直流系统,稳定性与可维护性比较差,不但对作业效率的提升产生影响,而且还使维护成本增大。直流电动机最为突出的缺点是需要对碳刷经常保养,维护不及时,便可能引起故障。系统插件版采用分立元件,与PLC之间的通讯方式为点对点,PLC与现场元件的通讯方式也是点对点,需要敷设的电缆数量较多,故障率随之增高,发生故障后,查找和处理的难度比较大[3]。基于上述种种原因,对轧辊磨床的数控系统进行升级改造已经势在必行。
2.2改造目标
按照改造原因,并结合轧钢生产及磨辊间的需求,对本次轧辊磨床数控系统升级改造的目标加以明确,具体如下:
(1)轧辊磨床数控系统改造后,要使磨削加工的辊形偏差小于10u,提高板形质量,为高品质、高精度产品的批量生产提供保障。
(2)在数控系统软件程序当中增加补偿功能,缩短磨削时间,提高磨削效率,使每根轧辊的磨削时间从原本的60min,缩减至40min以内,以此来降低轧辊的周转量[4]。
(3)引入友好型的人机操作界面,增加图形显示功能,采用当前最为流行的模块化思路,设计磨削程序,为自由编程提供支撑。
(4)在原有的基础上,进一步简化控制与传动系统的结构,避免不必要故障的发生,提高磨床的运行稳定性。用工业PC机替代现有的CNC系统,数控系统与PLC的通讯及PLC与现场元件的通讯,全部改为Profibus(程序总线网络),减少电缆的敷设量。
2.3改造内容
本次改造归属于整体项目的范畴,数控系统的选择是改造的重点内容,要求所选的数控系统要具备良好的控制性能和通用性,由此能够在提升轧辊磨削精度和质量的基础上,降低工作强度。
2.3.1改造方案
可用于轧辊磨床数控系统改造的方案有以下几种:
(1)方案一 工业PC机+CNC+PLC,该方案的系统架构如图1所示。
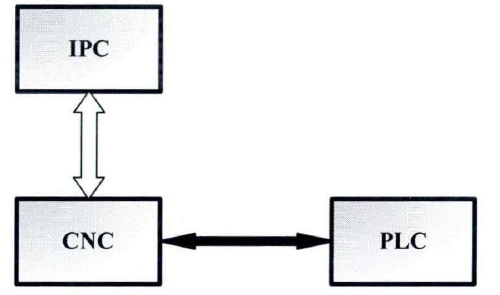
图1工业PC机+CNC+PLC的架构示意图
在该方案中,数控系统的所有单元均为独立,通过840D将独立PC机、CNC、PLC等单元,集中于一块插件版上,各自独立运行自己的程序,从这个角度上讲,该数控系统为独立系统,其最为突出的特点在于840D的应用,除此之外,系统具有较强的通用性,故障率相对较低,便于维修[5]。
(2)方案二 CNC+PLC,以工业PC机替代CNC。该方案的系统架构如图2所示。
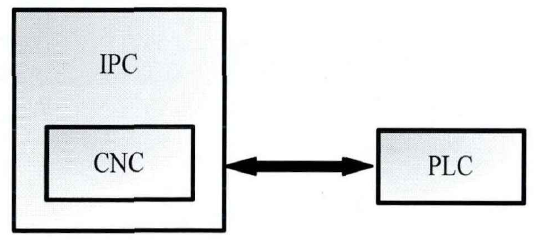
图2 CNC+PLC(以工业PC机替代CNC)的架构示意图
在该方案中,CNC被工业PC机取代,PLC得以保留,将PC机划分为两个部分,即操作和控制,前者主要负责对控制部分发出的指令信息进行接收和执行,后者可实现控制及图形处理等功能。CNC被工业PC机所取代,系统的硬件结构变得更加简单,因PC机为工业专用,从而使该系统的通用性比较差,但专业性非常强,维修方面的困难程度增大。
(3)方案三 工业PC机代替CNC和PLC。该方案的架构如图3所示。
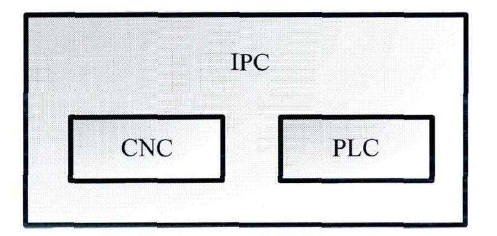
图3工业PC机代替CNC和PLC的架构示意图
在该方案中,CNC、PLC的功能均在PC机上,以软件的控制方式实现,PC机具有超强的逻辑运算能力,利用扩展的总线接口,可与外部的驱动单元相连接。软件型控制系统为实时操作系统,能够对CPU资源自主使用,借助Windows操作系统,可以完成画面显示、数据通讯、逻辑扫描、控制任务等。该系统最为突出特点体现在运算功能强大,现场总线技术的运用,丰富了控制系统对外围输入和输出信号的监控。
2.3.2确定改造方案
从硬件结构、操作界面、编程方式、磨削功能等方面,对上述三种改造方案加以比较,最终决定将方案一作为本次轧辊磨床数控系统改造的主要方案,该方案的代表性制造商为国内某机床厂,选用由该厂提供的支撑辊磨床MK84125。之所以在本次改造中选择该方案,主要是因为840D系统的通用性强,能够使现场设备保持正常运转,加之系统的价格较低,故此将之作为首选。840D数控系统是由德国西门子公司研发的产品,它的功能比较强大,包括人机界面、可编程控制器、数控内核、驱动控制等。系统各部分的功能如图4所示。
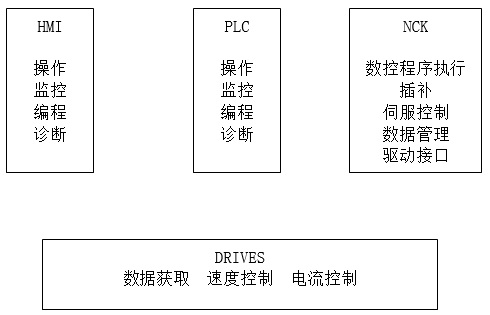
图4 系统各部分功能示意图
2.4操作界面开发
数控系统选好后,可依托相关的开发软件,对操作界面进行定义。通过操作界面的开发,可以实现全面自动化操作的目标,有助于提升磨床的磨削效力,加工质量将会变得更加稳定。不仅如此,还能辅助用户以分层的方式管理机床。数控系统对轧辊磨床的加工工艺进行设计融合,具体包括工件中心自动校正、砂轮自动修整、磨削自动循环、辊形偏差自动测量与修整及补偿。按照实际需求,可对加工工序灵活组合,实现不同轧辊及表面质量的整合。操作界面由6个窗口组成,具体的开发过程如下:
2.4.1手动调整
轧辊磨床在非磨削加工状态时,可以运用手动调整窗口,以此来实现对磨床伺服轴、头架主轴电机、砂轮主轴电机、测量臂等的手动调整。
2.4.2参数设置
该窗口的主要功能是设置轧辊磨床的基本参数,由于参数对磨床的控制过程具有直接影响,故此在设置时,应当确保正确、合理。通常情况下,大部分参数是在轧辊磨床调试期间完成设置,仅少部分参数需要在特定的情况下,按磨床运行特点修改设置[6]。在对设置参数修改时,需要用户具备相应的权限,当参数修改完毕后,应予以保存,使其替代之前的参数。
2.4.3加工程序编辑
该窗口能够编制轧辊磨床的加工程序,即将系统提供的加工工序整合后,输入最佳的磨削参数,使轧辊加工实现最优的目标。
2.4.4曲线参数
该窗口能够完成轧辊的辊形曲线参数的录入、修改、保存等操作,可编程的曲线类型包括平辐辊形、正弦辊辊形、锥度辊辊形、曲线辊形等。在默认的情况下,系统保存数十条辊形参数,用户可对曲线进行修改,并新增所需的曲线。
2.4.5磨削
该窗口能够对轧辊磨床自动磨削加工过程进行控制,系统装载大量的程序,可提供多种控制方案,能实现由简到繁的自动磨削控制。
3结论
综上所述,在轧辊磨床数控系统改造过程中,可对先进的数控技术合理应用,根据生产需要,选择最为适宜的系统,达到改造的目的,提高轧辊磨床的磨削精度,提升产品质量。未来一段时期,要加大数控技术的研究力度,对现有的技术逐步改进和完善,开发新的技术,使其更好的为工业生产服务。
参考文献
[1]李阔,吴怀超,令狐克均,赵丽梅.数控轧辊磨床三点非接触式测量原理及误差分析与仿真[J].机械设计与制造,2022(9):43-48.
[2]张晓斐等.粒子群算法对轧辊磨床静压轴承的多目标优化[J].机械设计与制造,2021(7):290-294,300.
[3]石豆豆.重型数控轧辊磨床砂轮主轴系统静压轴承的优化设计与性能研究[D].贵州大学,2021.
[4]邱兆祥.基于西门子840Dsl的数控轧辊磨床系统开发与研究[D].湖北工业大学,2020.
[5]程俊兰,洪海.轧辊磨床数控改造及辊形轮廓曲线通用程序设计[J].北华航天工业学院学报,2018(5):1-3.
[6]张毅勃.WALDRICH SIEGEN轧辊磨床精度修复及使用效果分析[J].中国设备工程,2018(13):163-164.
