简易烟灰缸的数控加工
(广西现代职业技术学院,广西 河池 547000)
摘要:现在的智能制造时代都离不开软件的作用,特别是在设计制造加工领域都广泛使用CAD-CAM软件,UG就是广泛应用软件之一,为产品设计及加工过程提供数字化造型和验证手段。通过使用UG各功能模块,以简易烟灰缸数控加工实例,阐述了使用UG软件进行简易烟灰缸的建模设计,编程加工,后置处理刀具路径生成程序,最后机床操作加工出实物的整个流程。
关键词:UG CAD/CAM 简易烟灰缸 数控加工
NC machining of simple ashtray based on UG nx10.0
Lin Chunyu
(Guangxi Modern Polytechnic College, Hechi, Guangxi 547000)
Abstract: today's intelligent manufacturing era is inseparable from the role of software, especially in the field of design, manufacturing and processing. CAD / CAM software is widely used. UG is one of the widely used software, which provides digital modeling and verification means for product design and processing process. By using each function module of UG and taking the NC machining of simple ashtray as an example, this paper expounds the whole process of modeling design, programming machining, post-processing, tool path generation program, and finally machining the real object by using UG software.
Keywords: UG; CAD/CAM; Simple ashtray; NC machining
进入21世纪以来,随着计算机技术、现代制造技术(数控)、图像技术的进步,模具设计与制造加工技术发展迅速,各种三维CAD/CAM软件应运而生且各具特色,并得到模具行(企)业广泛应用的。UG NX是一个功能强大的软件,包含了企业中广泛应用的集成套件,应用于产品设计、工程和制造全范围的开发过程。在不同的领域都有大规模UG的出现比如:汽车行业、航天、机械、电子工业等。它是一个交互式CAD/CAM系统,可以建构各种复杂的实体及造型。因此,当前全球范围内很多模具企(行)业都在利用UG软件进行产品零件建模及其模具设计3D实体模型,再利用UG灵活丰富的加工功能对模具零件进行数控加工。现通过简易烟灰缸为例,阐述利用UG NX10.0软件进行简易烟灰缸三维建模并进行数控加工的具体实现方法。
1 基于UG NX10.0的简易烟灰缸零件的三维建模
1.1 图纸分析
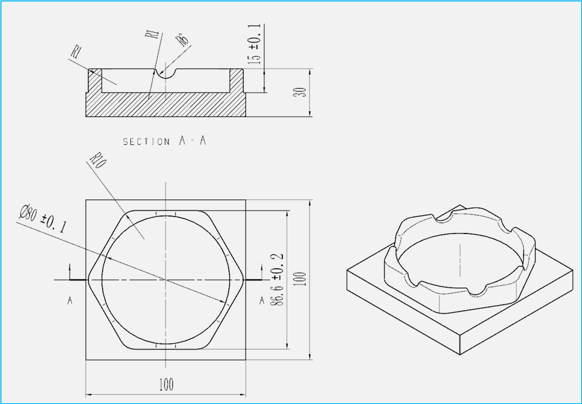
简易烟灰缸二维图
1.2 技术要求:
外表面不允许用砂布或锉刀修整,锐边倒钝。
毛坯尺寸:100×100×30mm铝块。
未标注尺寸公差按GB/T1804-f
通过图纸分析,所涉及到的有特征有圆、正六边形、圆角、倒角。
1.3 三维建模
通过图纸分析看到构建平面图形用到的特征有拉伸、阵列、倒圆角,打开UG,进入建模模块,首先进行草图的绘制再进行特征操作,最终建模如下:
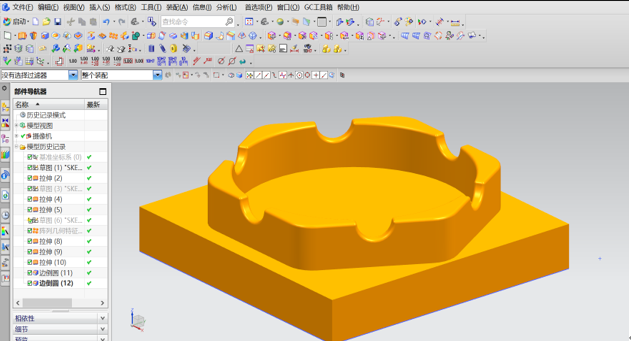
简易烟灰缸建模图
2 基于UG NX10.0的简易烟灰缸零件的编程加工
进入UG的加工模块进行参数的设置,在进行操作之前首先进行的工艺的分析,刀具的选择,以及所用到的夹具量具进行考虑。经过分析,进行编程的设置,采用型腔铣进行轮廓粗精加工,剩余铣进行倒圆角和圆弧槽加工。
2.1 加工思路:
2.1.1 型腔铣粗加工轮廓,采用φ12mm立铣刀进行分层铣削,底面和侧面留余量0.1mm,主轴速度设为S3000r/min,进给速度设为F1800mm/min,切深t0.5mm;
2.1.2 型腔铣精加工轮廓,采用φ12mm立铣刀进行余量加工,主轴速度设为S4500,进给速度设为F800mm/min;
2.1.3 剩余铣圆角和圆弧槽,采用φ6球头刀进行铣削加工,主轴速度设为S3500,进给速度设为F600mm/min;
2.1.4 钳工锐边去毛刺。
确定好加工思路之后开始进行编程加工,设置好各工序的参数设置,首先进入到加工模块,建立MCS坐标系,把加工坐标系建立在工件顶部中心位置。然后创建workpiece,指定部件,选择烟灰缸,指定毛坯,选择包容块。接下来创建刀具,先创建φ12mm的立铣刀,用来粗精加工,再创建φ6的球头刀对残料进行加工。刚才的工作准备完毕后,就可以按照加工工艺方案创建工序了。
(1)首先选择“型腔铣”进行开粗:插入——工序——选择“型腔铣”,程序命名为“D12-C”。然后设置相关参数:
每刀切深0.5mm;
加工余量设置:部件侧面余量0.1mm;
非切削移动设置:进刀,“封闭区域”采用 “沿形状斜进刀”,斜坡角3°,高度1mm,最小斜面长度10%,“开放区域”与封闭区域相同。转移/快速,区域内转移类型,前一平面1mm;
进给率和速度:主轴转速3000r/min,进给率1800mm/min。
(2)开粗完毕后,接下来进行精加工, 插入——工序——选择“剩余铣”,程序命名为“D12-J”。然后设置相关参数:
每刀切深0mm;
加工余量设置:部件侧面余量0mm,内公差0,外公差0.01;
非切削移动设置:进刀,“封闭区域”采用 “沿形状斜进刀”,斜坡角3°,高度1mm,最小斜面长度10%,“开放区域”与封闭区域相同。
进给率和速度:主轴转速4500r/min,进给率800mm/min。
(3)最后对倒角和槽残料进行加工,复制“D12-J”程序,进行粘贴,重命名为“B6-J”,然后设置相关参数:
每刀切深0.2mm;
切削层:把“深度范围”30删掉。
加工余量设置:部件侧面余量0mm;
非切削移动设置:进刀,“封闭区域”采用 “沿形状斜进刀”,斜坡角3°,高度1mm,最小斜面长度10%,“开放区域”与封闭区域相同。转移/快速,区域内转移类型,前一平面1mm;
进给率和速度:主轴转速3500r/min,进给率600mm/min。
经过编程设置参数,对零件模拟加工进行2D3D的仿真模拟,确保能加工完毕,不剩下残料,仿真模拟如图:
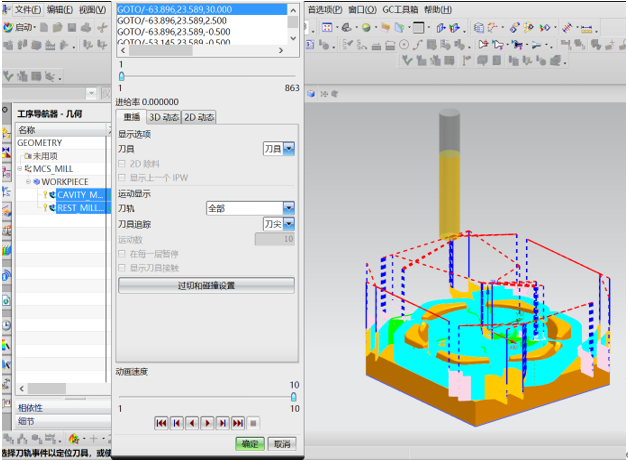
简易烟灰缸仿真模拟图
3 基于UG NX10.0的简易烟灰缸零件的后置处理
经过编程的设置,相关的参数调整优化后,通过UG的模拟仿真加工在确保效率和没有残料的情况下确认无误后生成生成NC数控代码,结合实际的机床加工情况分析通过专用的FANUC三轴机床专用后置处理器,然后针对不同的机床系统型号要求,适当修改程序内容(NC代码)进行程序的生成用记事本的格式保存,分别生成轮廓粗加工程序,轮廓精加工程序,圆角弧槽程序。
4 基于UG NX10.0的简易烟灰缸零件的程序传输
通过自动编程生成了程序,此时只需要把程序改成对应的机床系统进行传输就可以完成了,程序传入机床主要有以下几种方法
4.1 线传
线传可以进行DNC在线加工也可以把程序输入保存在机床中。通过数控传输线把数控机床和电脑连接起来形成通信通过RS232口输入机床,修改参数把机床I/O通道修改为1,打开数控传输软件,以应用最多的CIMCOEdit5软件为例,
在电脑打开传输软件CIMCOEdit5,单击“机床通讯”菜单中的“DNC设置”进入传输参数设置界面如下图,分别修改传输端口、波特率、数据位、停止位、奇偶校验、代码类别。
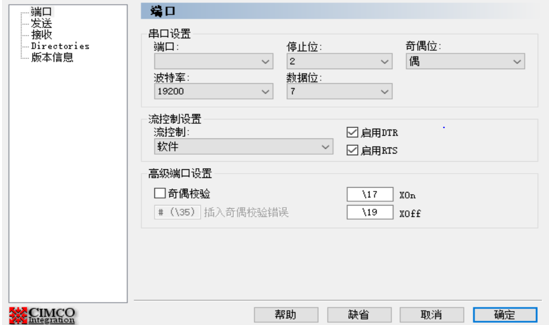
CIMCO传输软件参数设置图
在程序传输的过程中,一般是哪一侧要输入,则哪一侧先操作,先把机床设置好,再进行输入程序,机床的设置步骤如下:
1)选择“EDIT”方式,显示程序目录
2)按下 PROG功能按钮,显示程序内容画面或者程序目录画面。
3)按下显示屏软件OPRT
4)按下最右边软件菜单扩展键
5)输入地址O,输入赋值程序的程序号。
6)按下屏幕软键TEAD和EXEC,在屏幕上显示“LSK”,程序正在等待被输入。
7)打开计算机端要输入的程序,在传输软件主界面上的“机床通讯”菜单中选择“发送”命令,找到要传输的程序并打开,即开始传输程序。
8)传输完成后,注意比较一下计算机和机床两端的数据,如果数据大小一致则表明传输成功。
4.2 CF卡传
通过CF卡传输到机床。首先通过CF卡读卡器读取电脑记事本格式的程序,把CF卡插入卡套。其次修改机床参数,把机床参数I/O通道修改4,处于DNC在线加工,进给倍率调为0,最后把卡套插入机床卡端口位置,找出要加工的程序进行选定按下显示屏DNC锁定要加工的程序或者或EDIT编辑模式把程序选中传入到机床。此时处于DNC模式程序是存在CF卡中一边加工一边传输,处于EDIT模式程序是传入了机床中,可以随时调出来加工。
4.3 U盘传输
使用容量为小于2G的U盘(修改为FAT32格式)2.0接口,把机床参数I/O通道修改17, EDIT编辑模式把程序选中传入到机床,此时U盘传输不能进行DNC在线加工,只能把程序传入机床。
4.4 以太网传输程序,
使用以太网可以远程传输程序,提高工作效率。首先需要机床系统端功能键SYSTEM进入参数设置把IP地址进行设定,其次设定PC端IP,在电脑网络设置找到“以太网”位置进行IP地址的设定。打开软件“会话设定”设置好程序存储区通讯相关地址,最后打开程序传输软件,可以看到PC端和系统端程序,此时直接拖动需要传输程序,点击下载即可完成程序输入到机床。由此看到以太网传输非常的方便快捷。
5 简易烟灰缸的机床实操加工
首先做好一切的准备工作再进行机床操作,把工具、量具、刀具、毛坯,夹具等全部放在机床的工具柜上,开机回零操作,在夹具上安装好毛坯,利用寻边器试切对中法分中,主轴装上刀具,进行对刀操作,程序已准备好,进行机床加工:
5.1 DNC在线加工,在线加工也就是一边传输程序一边加工,程序不需要预先存入机床中,对于容量大的程序可以防止机床无法存下,此时,可用CF卡或者电脑线传的形式进行,首先让机床处于代加工状态,设置好相应要素,按钮处于DNC按键,机床的进给倍率调为0,按下循环启动按钮,通过CF卡读取程序或者电脑线传程序即可让机床处于加工状态,此时慢慢调整进给倍率以及主轴转速倍率就可以进行加工工件了。
5.2 自动加工,首先把程序传入到机床里面,把按钮处于自动加工按键,进给倍率调为0,读取加工程序,按下循环启动按键慢慢调整进给倍率以及主轴转速倍率就可以进行加工工件了。
采取以上两种方法任何一种都可以把简易烟灰缸加工出来,在加工过程注意观察随时调整加工参数主轴的转速和进给的速度即可把工件加工出来。加工完毕卸下工件和刀具对及机床进行打扫,对车间进行6S管理,至此完成简易烟灰缸加工的数控加工这个流程。
6 结束语
通过简易烟灰缸的数控加工,对于UG的编程加工有了基本的了解,从中可以知道以UG等为代表的CAD/CAM软件应用为数控加工提供了强有力的技术支持。运用UG软件进行产品的三维设计建模,再用UG加工环境下进行CAM编程,模拟刀具路径、后置处理生成加工程序并输送到数控机床进行加工。基于软件的强大功能,提高了生产效率,提高了加工精度,大大提高了企业的竞争力。
参考文献:
[1]展迪优.UG NX10.0数控加工教程 北京:机械工业出版社,2011.12
[2]褚忠等.UG NX8.0数控加工基础教程 北京:机械工业出版社,2013.6
[3]全晓春等.数控铣床及加工中心编程 北京:兵器工业出版社,2014.9
[4]程发洲.基于ug10.0的基本参数与非切削参数设定 《东莞理工学院学报》2019.1
[5]李迎等.基于UG/CAD/CAM的放大镜型腔编程与铣削加工《深圳职业技术学院学报》,2019.5
