典型零件数控加工综合技术应用—以储物罐为例
日期: 2017/7/12 浏览: 0 来源: 学海网收集整理 作者: 广东省核工业华南高级技工学校 刘小流
摘要:现代机械制造中零件的形状和结构复杂多样,使其机械加工工艺变得复杂,因此不仅仅局限于一种加工技术。本文以典型零件-储物罐为例,采用多种数控加工技术的综合应用,完成零件的加工和保证了零件的质量。
关键词:典型零件 储物罐 数控加工 综合技术应用
引言:
随着制造设备实现数字化的比率不断提高,数控加工技术已在我国得到广泛的应用,在各行业中发挥了重要的作用。在社会需求多样化的前提下,机械制造中也呈现出复杂零件越来越多的趋势,对零件的加工要求也越来越高,因此往往需要多种数控加工技术的综合应用。对于这些复杂零件采用一般加工方法比价难达到要求,我们要进行大量的工作准备:图纸分析、机床型号选用、刀具选用、夹具设计、毛坯尺寸大小的选择、加工工艺分析、工艺路线设定和自动编程加工等。本文结合实际教学条件,综合应用数控车,数控铣加工技术对典型零件-储物罐进行数控加工工艺分析和编程,较好地完成了零件加工。
一.加工对象图纸分析
如下图1是本例分析中零件的主视图、全剖左视图。图2是零件装配示意图和实体造型图。
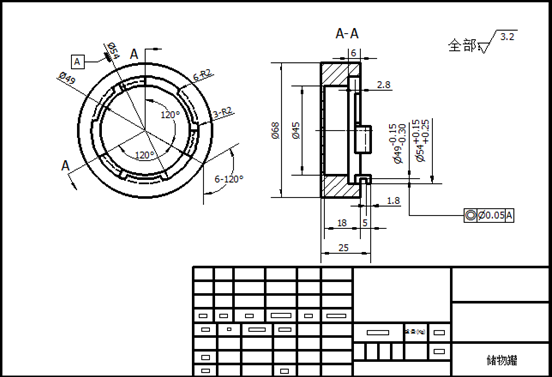
图1
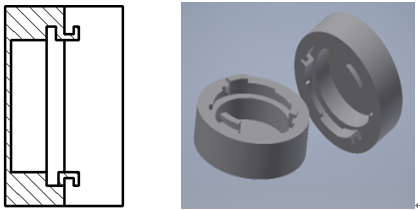
图2
对加工图纸进行工艺分析,是整个加工过程中的一个重要准备环节,对后续加工作业有指导性作用。根据对图1、图2分析可知,该零件的主要结构有以下几个方面:
1. 工件是由两个相同零件装配形成。
2. 零件具有台阶,内孔,内外沟槽,圆弧槽等主要形状特征。
3. 尺寸和精度:内沟槽φ mm,外沟槽φ49 mm,内外沟槽形位公差为同轴度φ0.05。台阶铣出3条120度等分槽,尺寸为φ54mm,高度为5mm。装配圆弧槽φ49mm,限位圆弧槽φ54mm。
二.工艺分析和加工准备
零件涉及到不规则台阶,内外沟槽,圆弧槽等形状特征,分析得出本零件加工需要数控车和数控铣两种机床设备和加工技术综合应用才能完成图样加工。加工顺序先进行数控车,再进行数控铣加工,同时也可以得出加工的难点和主要问题:
1)数控车加工部分,内沟槽的加工方法以及其极限偏差和行为公差在加工时应采取怎么样的工艺措施保证。
2) 数控铣加工部分,加工时的装夹方案如何确定,圆弧槽刀具和切削用量的选择等问题。
3)合理安排加工步骤加工符合图纸要求的产品。
1.加工设备选用
零件加工对设备选用原则有:根据零件尺寸要求、精度要求、加工特点、批量或其他要求确定加工设备。综合考虑各种因素,我们选用数控车床型号为CAK4085di,数控系统为FANUC series Oi Mate-TD的数控车床。数控铣床机床型号为ZXK-32BD,数控系统为GSK983Ma的数控铣床。
2.毛坯选用
在没有毛坯图纸的情况下,只能通过二维平面图来确定毛坯大小,而加工材料选用则取决于零件的用途。结合实际情况,选用2件φ70mmx30mm的圆钢,材料为45钢。
3.刀具选择
选择合适的刀具,对于金属切削加工能起事半功倍的效果。目前所用的刀具材料主要由高速钢,硬质合金,陶瓷和人造金刚石,立方氮化硼等材料,综合考虑到工件材料,几何形状和车削,铣削工艺的类别,得出案例加工所需要的刀具清单,表1为数控车,数控铣削部分刀具清单。
表1-数控车,数控铣刀具
名称 规格 数量 刀具用途
外圆车刀 45度外圆车刀 1 平端面
外圆车刀 90度外圆车刀 1 粗精车外圆
内孔车刀 通孔车刀 1 粗精车内孔
内沟槽车刀 内沟槽车刀 1 粗精车内沟槽
切槽车刀 3mm切槽刀 1 粗精车外沟槽
麻花钻 φ40 1 钻孔
立铣刀 φ4 1 铣削配合,限位圆弧
立铣刀 φ10 1 铣削等分槽
4.定位及装夹分析
对于零件的夹具选用与机床选用原则大同小异,选用时主要考虑生产批量、产品质量及经济性等因素。由于案例工件要进行数控车,数控铣综合加工才能完成加工任务,数控车部分采用通用三爪自定心卡盘即可,问题在于数控铣床部分夹具的选用。数控铣床通常采用通用夹具平口虎钳,这时候需要更换为三爪卡盘,用压板压紧在工作台。
三.加工路线制定
加工顺序确定原则是先面后孔,先粗后精和工序集中原则,对刚度和强度低的表面后加工,精度高的表面后加工。合理安排粗精加工余量。粗精加工分开,可以减少在粗加工去除毛坯余量过程中产生的热变形和加工变形等影响。综合考虑制定了零件的加工工艺卡片如表2。
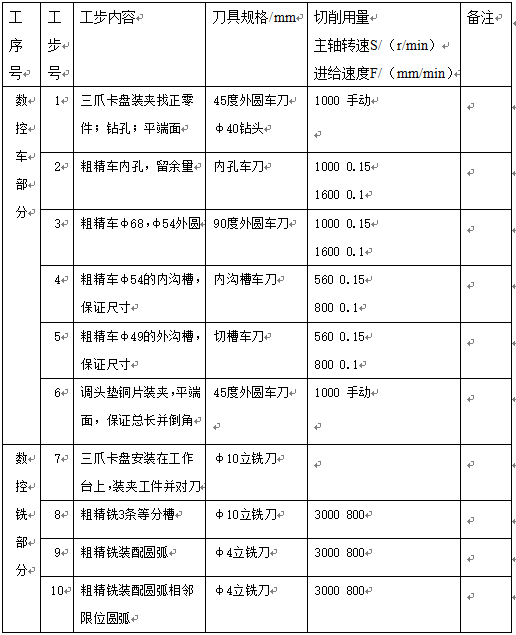
表2-零件加工工艺卡片
四、自动编程加工
CAXA软件能为数控加工提供从造型,设计到加工代码生成,加工仿真,代码校验以及实体仿真等全方面数控加工解决方案,案例程序编制如下。
1.CAXA数控车部分
采用CAXA数控车2013版软件进行零件数控车部分形状特征加工,装夹方式和加工后的形状以及加工的刀具轨迹如图3所示。
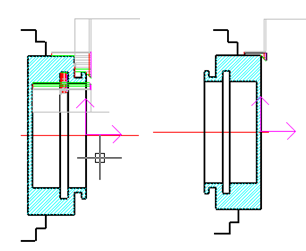
图3
左端为一夹,工件端面,外圆,台阶,外沟槽和内沟槽的加工,右端为二夹保证工件的总长,以及外圆车削。在车削内沟槽时,保证刀具的主切削刃与工件轴线平行,同时主轴转速,进给速度和背吃刀量较外沟槽相应减小,加工内沟槽时,粗车留余量,精车保证尺寸和质量,同时合理选择切削液和充分冷却。
2.CAXA制造工程师数控铣部分
采用CAXA制造工程师造型2013版软件进行零件数控车部分形状特征加工,装夹方式和加工后的形状以及加工的刀具轨迹如图4所示。
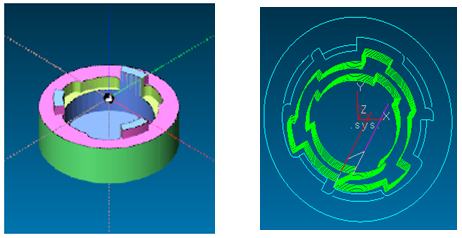
图4
工件的装夹与校正,数控铣床上使用卡盘作为夹具时,通常用压板将卡盘压紧在工作台上,使卡盘轴心线与主轴平行。三爪卡盘装夹圆柱形工件的找正,将百分表固定在主轴上,找正Z轴。同时,找正工件外圆圆心,记下XY机床坐标系的坐标值,设置为XY平面编程原点。
数控铣销加工第一道工序选择φ10立铣刀粗精铣3条等分槽,由于装配圆弧和限位圆弧倒圆角为R2,所以在第二道工序我们采用φ4的立铣刀进行粗精铣装配和限位圆弧。同时为保证装配,我们要对上,下盖进行装配检测以确保储物罐的装配。
五、结束语
案例对典型零件(储物罐)加工进行深入分析,解决加工难点,制定合理的工艺分析,装夹和定位方式,切削用量以及合理的加工编程,综合应用数控车,数控铣等加工技术,确保了零件的加工精度和效率。当然在实际加工中会遇到更多的问题,也有很多更好的方法解决这些问题,需要不断的积累经验。
【参考文献】
(1)数控铣床/加工中心编程与实训与操作实训/沈建峰主编.北京:国防工业出版社,2008.3
(2)CAXA制造工程师2013实例教程/刘颖主编.北京:清华大学出版社,2015
(3)CAXA数控车实例教程(第二版)/范悦等编著.北京:北京航空航天大学出版社,2007.4
(4)典型零件机械加工生产实训(第2版)/陈宏钧,方向明主编.北京:机械工业出版社,2010.9
