PLC在机油泵盖钻孔液压系统中的应用
日期: 2021/6/13 浏览: 2 来源: 学海网收集整理 作者: 兰小光 容隶莹
(广西现代职业技术学院,机电工程系,河池547000)
作者简介:兰小光(1964-),男,研究生,副教授,研究方向:机械设计与制造。
摘要:以S195机油泵盖的钻孔加工工序为研究对象,用可编程控制器(PLC)代替老旧的机械式气动-液压控制系统,使泵盖的钻孔加工工艺得以改进,液压系统运行更加稳定,加工效率得到提高,从而提升了本企业机油泵的市场竞争力。
关键词:PLC;气动-液压系统;机油泵盖;效率
中图分类号:TH137 文献标识码:B
1、引言
S195柴油机广泛应用于我国农机市场的各个领域,每年的生产量巨大,机油泵生产企业竞争激烈,利润微薄,只有不断改进工艺提高生产率才能保持产品的市场竞争力。机油泵属于大批量生产方式,在机械控制的液压系统里,机油泵盖上的3个安装孔是用三孔钻从泵盖的正面一次加工出来的,钻孔后还需要在泵盖背面对应三个孔的位置锪平。现在使用PLC控制代替原机械气动-液压系统,泵盖的加工工序得到改进,即用复合钻头从泵盖的背面钻孔,利用LPC编程在钻孔到位后停留,用复合钻头上的刀具对泵盖背面的安装孔进行锪平,从而减少专门的锪平加工工序,提高了泵盖加工生产效率。
2、工作台PLC控制原理
PLC实质是一台工业控制专业计算机,它以可靠性高、编程简单方便、能够通过软件灵活改变被控制部件的动作,以及能经受恶劣环境等优点,在工业控制领域得到广泛的应用。
2.1液压工作台的运动原理
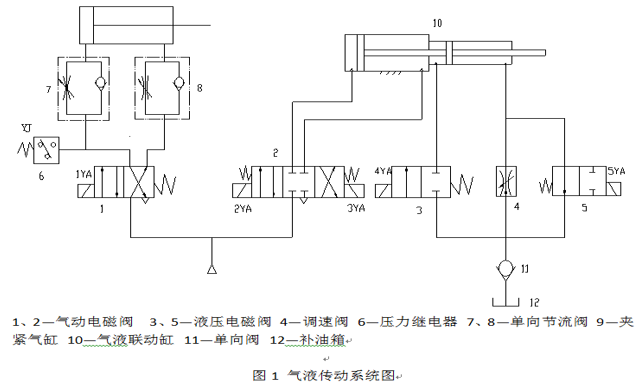
由于S195机油泵生产线有集中提供的压力气体,为了不额外增加液压动力装置,工作台运动采用气动-液压传动系统(图1)。
2.2气液系统工作原理
(1)工件夹紧与松开:气动电磁阀1的1YA得电在左位工作,气缸伸出夹紧;失电时在右位工作,气缸缩回松开。
(2)滑台快进:气动电磁阀2的2YA 得电在左位工作,液压电磁阀3的4YA得电在左位工作,液压电磁阀5的5YA失电在左位工作,气液缸快速伸出实现快进。
(3)滑台工进:在快进过程中压下变速开关液压电磁阀5的5YA得电在右位工作,油缸出油经过调速阀4调速实现工进。
(4)滑台停留:滑台工进到终点停留,进行泵盖孔口锪平,停留时间由PLC控制。
(5)滑台快退:气动电磁阀2的3YA得电在右位工作,液压电磁阀5的5YA失电在左位工作,气液缸快速缩回,实现快退。
该系统的电磁铁动作顺序表如表1所示:

2.3 PLC控制系统的硬件设计
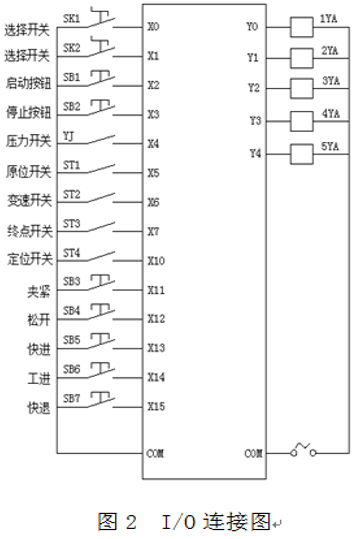
该系统选用三菱公司FX2N-32MR型号的PLC,实际I/0数为32,16个输入点和16个输出点,完全能够满足本系统的控制需要。具体输入输出点数分配及I/O连线图如图2所示。
2.4 PLC控制系统的软件设计
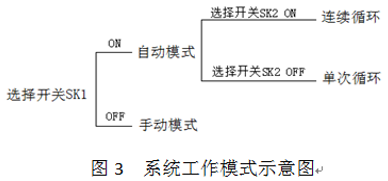
PLC控制方式设计有手动模式和自动模式。手动模式主要是用来安装调试和复位等工作。自动模式又可以分为单次循环和连续循环工作,两者的区别是单次循环每次装工件到位后都要按一下启动按钮,系统才会进行一个循环动作;连续循环是将工件安装到位,延时两秒钟后,系统就会自动进行一个循环动作。工作模式示意图和自动模式工作循环示意图如图3和图4所示。
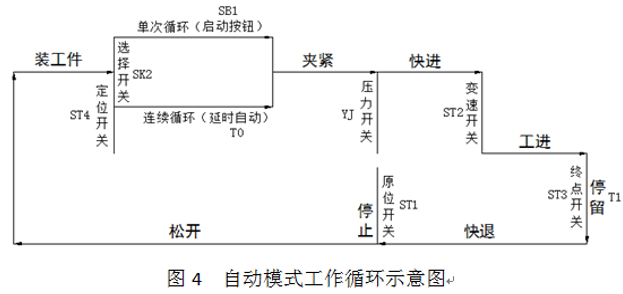
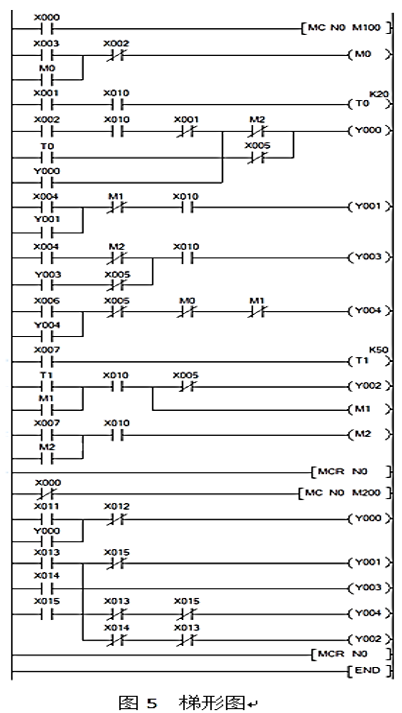
根据控制模式及滑台控制电磁铁动作顺序表设计PLC控制程序,梯形图用两组MC/MCR主控指令来设置手动和自动两部分程序段。手动程序主要是各动作的点动控制。自动程序为了安全起见,工件安装到位压下定位开关ST4后,延时2秒(T0)再进行夹紧动作,而且只有夹紧压力到达设定使值压力继电器YJ闭合,保证工件夹紧后,才开始快进;工作台进给到达终点,停留时间T1设置为5秒进行泵盖孔口锪平,锪平结束工作台快退;退到原位停止并松开工件,等待取下工件,重新安装工件到位后自动进行下一个循环。梯形图程序如图5所示。
3、PLC的控制特点
为了生产实际的需要,本液压系统PLC控制设有手动和自动两种方式。当选择开关SK1打到OFF位置的时候进入手动控制模式,手动控制方式主要用于液压系统的安装、调试和试生产,以及发生突发情况时的复位等。当选择开关SK1打到ON位置的时候进入自动控制模式,自动控制方式用于日常生产,它又分为单次循环和连续循环两种。当选择开关SK2打到OFF位置时进入单次循环方式,每次安装工件后都要按一次启动按钮,液压系统进入夹紧——快进——工进——锪平——快退——松开的工作循环,取下工件,再次安装工件,按下启动按钮进入下一次的循环。当选择开关SK2打到ON位置的时候进入连续循环控制模式,安装工件到位后,液压系统自动完成夹紧——快进——工进——锪平——快退——松开——暂停(取件和重新安装工件)——进入下一次工作循环。按停止键退出连续循环工作模式,夹紧松开,工作台退回,系统复位。
4、结束语
使用PLC控制以后的液压系统,系统布局简单,控制灵活方便,性能稳定,故障大为减少。机油泵盖钻孔加工的工进速度和锪平的停留时间都能很容易调节,加工工艺参数设置更加合理,同时少了一道加工工序,加工效率得到明显的提高。
参考文献:
[1]汪道辉.逻辑与可编程控制系统[M] 机械工业出版社2001.
[2] 李明等.基于PLC的液压搬运机械手设计.机床与液压. [J] 2009.8:100-101.
[3]左建明.液压与气动传动.[M].机械工业出版社2005.
[4]朱耀祥 浦林祥.现代夹具设计手册.[M].机械工业出版社.2010.09
[5]魏建忠等.PLC在液压动力滑台控制系统中的应用.装备制造技术 [J] 2007.9:63-64.
[6]张宏友.液压与气动技术.[M].大连理工大学出版社.2004.9.
[7]三菱公司.三菱微型可编程控制器使用手册. [Z].
[8]李刚等.动力滑台双泵供油液压系统新回路及其PLC控制.组合机床与自动化加工技术 [J] 2007.6:75-82.
基金项目:*广西职业教育工业机器人技术及智能制造技术专业群发展研究基地*[桂教职成(2018)37号]。
