基于PLC的摊铺机的控制设计
日期: 2017/8/9 浏览: 8 来源: 学海网收集整理 作者: 沈阳工学院 金亚玲1 刘磊2
摘要:本设计使用可编程序控制器PLC在摊铺机自动控制系统中的应用,系统具有手动模式,能根据用户操作进行灵活操作。同时系统具有自动模式,通过内置程序设定的时间控制各动作自动运行。使用组态王可以很方便的监控和进行手动操作,设定运行参数。
关键词:PLC;摊铺机;组态王
摊铺机一种大型、全液压、履带式、自行式(道路施工)筑路机械,可用于铺筑诸如:沥青混合料、(轮碾混凝土)混凝土等材料,并且应用了电气控制、液压传动,实现了机、电、液一体化等技术。
摊铺机的设计过程包括:1)手动模式:选择手动模式,自动手动选择开关选择手动位置,此时系统可以进行相应的手动操作,根据预设的手动过程,打开相应的开关,执行与之相对应的动作。2)自动模式:选择自动模式,自动手动选择开关选择自动位置,系统开机预设各操作时间参数(可以通过组态王进行各个设定),系统根据预设的动作步骤和设定的时间,自动进行各操作,运行到最后一步后可自动实现循环。3)急停保护:系统具有急停保护,有紧急情况发生,可以按急停开关,停止所有输出,故障指示灯闪烁。4)故障反馈:系统具有检测液压泵和振动器电机故障功能,当液压泵和振动电机出现故障时停止运行,故障指示灯闪烁。
1、PLC设计
摊铺机主电路由熔断器FU、断路器KM、热继电器FR控制电机正反转组成,A1是直流电源,将输入的220V交流电变成24V直流电供PLC和输入和输出使用。原理图如图1所示。
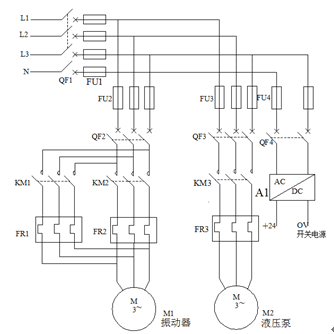
图1 主电路原理图
选用CX-programmer进行PLC编程语言的程序设计,使用组态王动态画面实现摊铺机控制系统实验仿真。它是OMRON公司新的编程软件,适用于C、CV、CS1系列 PLC,它可完成用户程序的建立、编辑、检查、调试以及监控,同时还具有完善的维护等功能,使得程序的开发及系统的维护更为简单、快捷。本系统采用欧姆龙公司的 CP1H 系列PLC 进行控制。
本控制系统中,有 18 个输入点,13个输出点。18个输入点里,有4个是按钮开关,需按下自动复位,因此,选择XB2-EW33B1C,Φ22塑料带灯,24V AC/DC,LED灯泡,绿色即可满足需要;一个急停需要自锁,选择,XB2-BS442C,Φ30金属蘑菇头,转动复位,1NC,红色可以满足要求;11个选择开关,选择XB2-ED21C,Φ22塑料短柄,2位保持,1NO,可以满足要求。2个热继电器常开触点,选择LRD-07C,TeSysD经济型,,1.6-2.5A,搭配D09-D38可以满足要求。
系统共使用18输入,13输出。选择CP1H-40,具有24输入,16输出,具有一定的余量,可以满足要求,若日后扩展可以随时增加扩展模块。如表1、表2所示。
表1 I/O输入分配表
名 称 内部地址 外部编号
启动按钮 0.00 SB1
停止按钮 0.01 SB2
急停开关 0.02 SB3
自动手动 0.03 SA1
振动器故障 0.04 FR1
油泵故障 0.05 FR2
料斗手动开 0.06 SA2
料斗手动闭合 0.07 SA3
烫平板手动上升 1.00 SA4
烫平板手动下降 1.01 SA5
左右烫平板手动同时伸出 1.02 SA6
左右烫平板手动同时缩回 1.03 SA7
三料门手动开 1.04 SA8
三料门手动闭合 1.05 SA9
振动器手动工作 1.06 SA10
左右送料离合器手动工作 1.07 SA11
液压泵手动启动 2.00 SB4
液压泵手动停止 2.01 SB5
表2 I/O输出分配表
名称 内部地址 外部编号
自动运行指示灯 100.00 HL1
故障指示灯 100.01 HL2
料斗开 100.02 YV1
料斗闭合 100.03 YV2
烫平板上升 100.04 YV3
烫平板下降 100.05 YV4
左右烫平板同时伸出 100.06 YV5
左右烫平板同时缩回 100.07 YV6
三料门开 101.00 YV7
三料门闭合 101.01 YV8
振动器工作 101.02 KM1
左右送料离合器工作 101.03 YC1
液压泵 101.04 KM2
2、组态设计
本控制系统采用的是组态王组态软件对 PLC 的运行的数据进行监视、控制以及记录。组态王软件是北京亚控科技发展有限公司开发的一个组态软件。其易学易用易于扩展、开放性好、适应性极强等优点界面操作灵活方便,易学易用,有较强的通信功能,支持的硬件也非常丰富。
打开组态王主画面,在自动画面建立液压泵、管道、阀门、振动器、启动按钮、停止按钮、急停开关、指示灯、手动自动切换开关、画面切换按钮,连接变量;在手动画面中建立各个变量的手动开关;在参数设定画面设定各个变量的时间参数,在对应的数据词典中设定相应的初始值;报警画面显示摊铺机的故障部位。自动、手动、参数设定、报警界面如图2所示。

图2 组态王自动画面图
3、控制系统组态通信
组态王与欧姆龙PLC之间的通信采用的是欧姆龙HostLink通信协议。组态王通过串行口与PLC进行通信,访问PLC相关的寄存器地址,以获得PLC所控制设备的状态的值。组态王监控软件还可实现显示工艺流程图、各种参数实时测量值,实时修改下位机所需的各种参数值,上、下位机之间的通信管理,实时故障报警画面,实时数据库和历史数据库管理等功能。下位机软件设计采用模块化结构,每一个模块作为一个子程序。根据系统功能划分,程序由多个模块组成,每个模块的程序量都不大,所以整个程序的编制、调试和维护比较方便。
总结
本设计解决了PLC程序在摊铺机自动控制中的应用问题,让装有程序的摊铺机自行完成一系列铺路工作,减少了人为操作的步骤,使得摊铺机工作的效率以及摊铺路面的效果得到了非常大的提高,摊铺的出错率大大减少,从而达到了改善工程质量的效果。
参考文献
[1] 杨智. 燃油锅炉在中国的发展前景[J] .北京:清华大学出版社,2010.
[2] 王振. 基于PLC的锅炉供热控制系统的设计[D].辽宁: 大连海事大学,2008.
[3] Efim Korytnyi, Roman Saveliev, Miron Perelman, Boris Chudnovsky, Ezra Bar-Ziv ,Computational fluid dynamic simulations of coal-fired utility boilers:An engineering tool [J].Fuel,2010
