GRAPH编程语言在西门子PLC中的应用
(广东省岭南工商第一技师学院 广东岭南 510800)
摘要:S7-GRAPH编程语言是西门子PLC的一种顺序功能图编程语言,适用于顺序逻辑控制系统,在日常的工业生产控制系统中大部分的控制都是顺序逻辑控制,熟练运用GRAPH编程语言进行程序设计与编程能大大减小复杂控制系统程序设计的难度,因此学好GRAPH编程语言对程序设计者而言显得非常重要。在西门子PLC中S7-300、S7-400、S7-1500等PLC都拥有GRAPH编程语言编程功能,本文针对GRAPH编程语言的特点及其在设计顺序逻辑控制程序中的运用进行阐述,通过运用GRAPH编程语言能有效降低程序设计的难度,从而提高编程效率。
关键词:S7-GRAPH;西门子PLC;顺序逻辑控制;工业生产;程序设计
前言:在日常的工业生产控制系统中,大部分的控制都是顺序逻辑控制。所谓顺序逻辑控制:即按照生产工艺预先规定的顺序,在各个输入信号的作用下,根据内部状态和时间顺序,在生产过程中的各个执行机构自动地、有序地进行操作。S7-GRAPH编程语言就是一种顺序功能图编辑语言,它类似于工作流程图的编程,利用GRAPH编程语言进行程序编程相对比较方便,程序编程也较容易理解,因此GRAPH编程语言的运用对程序设计者而言显得非常重要。本文针对顺序逻辑控制的特点,结合教学实例:“机械动力头控制系统”作为案例进行探讨说明,如何利用GRAPH编程语言实现对顺序逻辑控制的程序编写。
一、S7-GRAPH编程语言简介
S7-GRAPH编程语言是西门子PLC的一种顺序功能图编程语言,该编程语言适用于顺序逻辑控制系统,在西门子S7-300、S7-400、S7-1500等PLC中都拥有GRAPH编程语言功能。而在西门子博图编程软件中,只有在FB函数块里才能使用GRAPH编程语言进行编程。其中GRAPH编程界面为图形界面,能让设计者更直观的查看及分析其控制功能顺序。在GRAPH编程控制中最多有8个顺控器,每个顺控器最多250个步骤,每个步骤最多100个动作,每个顺控器最多250个转换条件及250个分支条件等。
二、顺序功能图的特点
1.顺序功能图的基本结构分为以下三种,如下图1所示:
(1)单序列结构:单序列功能图的流程只有一路,每一步的后面只有一个转换,每个转换后面只有一个步。
(2)选择性序列结构:当功能图的流程产生分支时,便形成选择序列。在选择序列的分支处转换符只能标在水平线之下,选择序列的结束称为合并,转换符只能标在水平线之上。
(3)并行性序列结构:当转换导致几个序列同时被激活时,这些序列称为并行序列。为强调转换的同步实现,水平连线用双线显示,且水平线上只允许一个转换符。
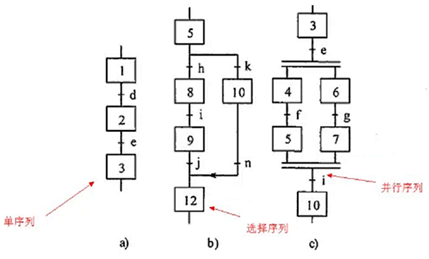
图1-顺序功能图结构图
2.顺序功能图执行规则:
(1)步的开始:每个顺序功能图都是以一个初始步或者多个位于顺序功能图任意位置的初始步开始的。
(2)一个激活步的退出:任意激活的干扰,如互锁条件的消除或确认,并且至后续步的转换条件满足时,激活步就退出。
(3)满足转换条件的后续步被激活。
(4)顺控器的结束位置的处理:如有一个跳转指令,指向本顺控器的任意步,或者其他顺控器,此指令可以实现顺控器的循环操作。
(5)激活的步:激活的步是一个当前自身的动作正在被执行的步。
三、GRAPH编程语言在实例教学中的应用
1.本文以教学实例中的工业机械动力头控制系统为例,运用GRAPH编程语言进行程序设计,通过GRAPH编程语言的运用能较好的实现其控制要求程序的编写,大大减小了学生在程序设计及程序编写时的难度,对学生进行程序理解及程序编程有很好的教学效果。其中,机械动力头控制动作示意图如下图2所示:
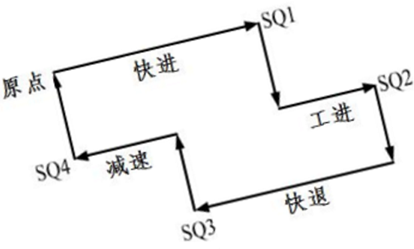
图2 机械动力头控制动作示意图
机械动力头控制要求:
(1)该控制有手动控制和自动控制两种运行模式,由转换开关SA实现模式切换;
(2)手动模式下,可以分别进行:快进、工进、快退、减速等操作;
(3)自动模式下,机械动力头在机械原点(压住SQ4)时,按下启动按钮,机械动力头按上图2所示动作自动进行连续工作;按下停止按钮后,机械动力头必须完成这一周动作后才能停下来;
(4)机械动力头碰撞到限位开关SQ2后,立即停止工作,并且延时3S后才进行快退工作;
(5)任何情况下按下急停按钮,系统都能马上停止工作;
(6)有必要的电气与机械互锁措施。
2.机械动力头控制系统的I/O配置
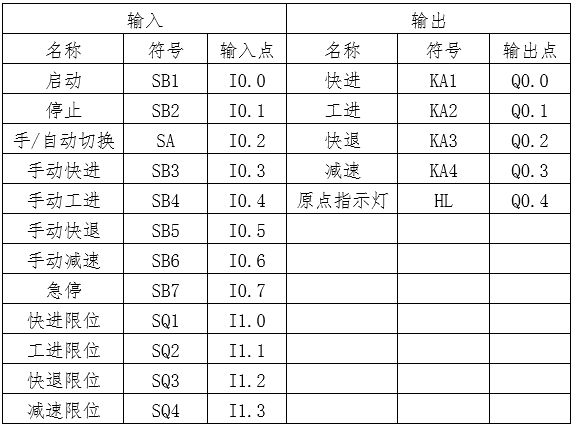
在PLC控制系统进行程序设计之前,都必须根据控制要求有针对性的选取合适的PLC以及对外部所需硬件的情况进行硬件配置。本次控制系统选用西门子S7-1500 系列:型号为1516-3PN/DP的PLC作为控制单位,并根据S7-1500 PLC的内部元件及外部所需的元器件对机械动力头控制系统进行I/O配置,其I/O分配表如表1所示:
表1 机械动力头控制I/O分配表
3. 机械动力头控制系统的PLC接线图
根据本次控制系统中所选PLC的型号情况,以及I/O分配表,画出机械动力头控制系统中PLC接线图如下图3所示:
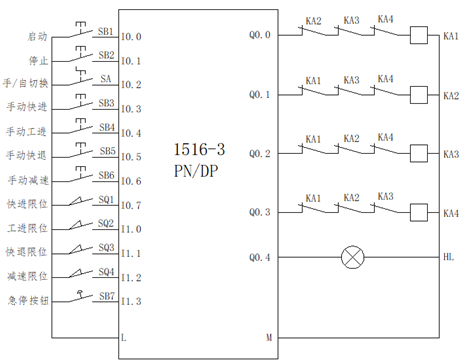
图3 机械动力头控制PLC接线图
4.机械动力头控制系统工作流程图
工作流程图的绘制是根据控制系统的步骤进行绘制的,在工作流程图绘制前要确定控制的工作流程图的方框动作,即在流程图中每一步都进行什么动作,步与步之间的转换条件等,通过工作流程图体现该控制系统的动作流程。根据机械动力头控制系统的控制要求可以知道,该控制由:手动控制和自动控制两种控制模式组成。其中手动、自动两种控制之间是互锁关系:即两种模式只能有一种模式工作,不能两种模式同时进行,因此在本控制中选用的是选择性序列结构顺序功能图。本次控制系统的工作流程图如下图4所示:
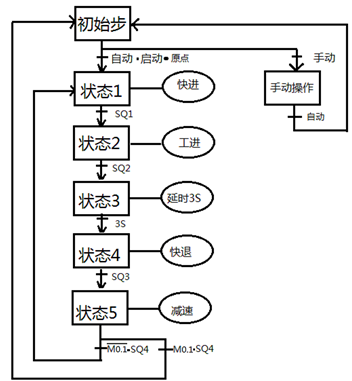
图4 机械动力头控制系统工作流程图
5.机械动力头控制系统的GRAPH语言编程
(1)添加设备及函数块
首先点击西门子博图编程软件,添加设备型号控制器选择CPU1516-3PN/DP PLC。然后对变量表进行编辑,根据I/O分配表对所需变量进行命名。最后点击程序添加新块,选中FB函数块,选择语言为GRAPH编程语言确定即可。如下图5所示:

图5 FB属性对话框图
(2)GRAPH程序编辑
在函数块FB1中利用GRAPH编程语言进行程序编程,根据该控制系统的控制要求并结合其工作流程图进行程序编程。其中,GRAPH参考程序如下图6所示:
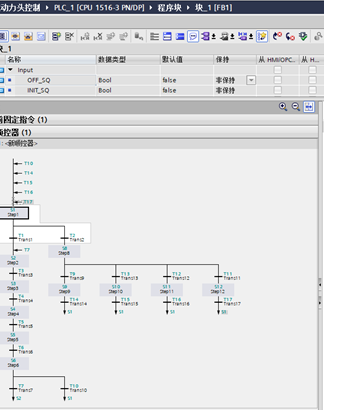
图6 GRAPH参考程序图
由工作流程图可知,本控制选用的是选择性序列结构顺序功能图进行控制,即初始步后选用选择性分支进行编程,转换条件为手/自动转换开关。自动模式下其条件加上原点指示灯和启动按钮,即机械动力头在原点下且按下启动按钮时进行自动控制运行,并根据操作是否按下了停止按钮在该流程完成后选择跳转到不同的步。手动模式下每一步只能进行一个动作,且它们之间是互锁关系,即几个动作不能同时运行。
(3)编写MAIN中的程序
MAIN程序即主程序,每个控制系统中都只能有一个MAIN程序。根据本次控制要求以及所用编程方法可知:首先将函数块FB1拖拽到MAIN程序编辑区中,其次在FB1块中的INIT_SQ驱动条件添加急停的常开触头,表示按下急停按钮激活初始步顺控器复位,并对相关输出状态进行复位。在本控制中,由于PLC外接硬件中急停为常开触头,因此在程序编程时加入常开触头作为急停,即按下急停时接通达到急停效果。最后对MAIN进行编辑相关程序,在MAIN程序中添加停止程序及原点指示灯程序,其中停止程序中运用置位停止标志位,即不管什么时候按下停止按钮,都必须等流程完成后才执行停止,后加启动按钮给停止标志位复位。MAIN参考程序如下图7所示:
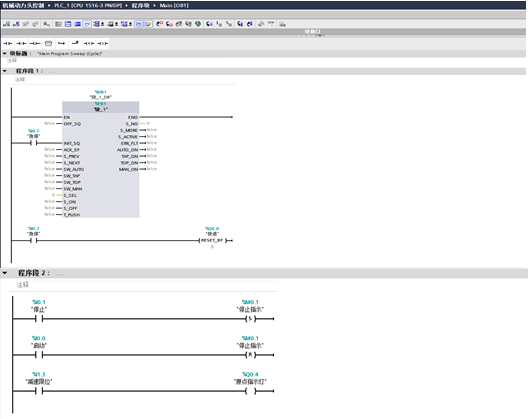
图7 MAIN参考程序
四、结束语
通过以机械动力头控制系统为实例的教学讲解,即使面对相对复杂的控制要求,但绝大部分学生依然可以通过控制流程图的设计思路,利用GRAPH编程语言顺利完成相应程序的设计及编写,并且能根据程序运行情况进行程序检查。为了让学生能够及时消化及巩固GRAPH编程语言的使用,课后可布置类似控制的作业如:花样喷泉控制系统让学生运用GRAPH进行编程设计,以达到更好的教学效果。
参考文献:
[1]向晓汉,李润海.西门子S7-1200/1500 PLC学习手册——基于LAD和SCL编程[M]. 北京:化学工业出版社,2020.10
[2]张莲花,刘景东.基于SFC图的PLC程序设计方法 [J] .现代商贸工业,2011,(008);255-256
[3] 陈小艺,董鹤飞.电炉除尘控制系统设计及应用[J].冶金自动化,2022,(046);162-166
[4] 兰江,陈彬兵. 可编程控制器的高级编程语言[J].机床电器,2008,(035);29-32
[5] 王昭华. 浅谈PLC控制系统的软件设计方法[J].计算机光盘软件与应用,2012,(14);202-203
[6] 朱世薇.罗克韦尔ControlLogix系统在炼铜转炉生产自动化过程的应用[J].有色矿冶,2012,(028);49-53
