电工钢连续退火线自动化控制系统的设计与实现
摘要:伴随我国工业技术日益发展创新,“电工钢连续退火线自动化控制系统”作为电工钢生产加工重要保障流程,其作用影响极为深远。通过近年来大多研究发现,电工钢连续退火线自动化控制系统对实际生产加工、企业成本降低影响颇大。更对其电工钢生产效率、生产质量、电能低耗等意义重大。本次研究将对电工钢连续退火线自动化控制系统的设计与实现进行分析,为下一步工作开展提供依据参考。
关键词:电工钢;连续退火线;自动化控制;工业技术
前言:电工钢连续退火线自动化控制系统是当下我国工业加工企业极为关注的生产线流程,具有较大的意义影响。然而现阶段有关电工钢连续退火线自动化控制系统的设计及实现研究相对较少,基于该问题现状,要求行之有效的方法对其进行分析研究,如自动化控制系统设计布局、设备设计概述、电气传动系统、控制系统设计、自动监控系统设计等,本次研究对电工钢连续退火线自动化控制系统的设计与实现进行分析,有十分重要的理论意义。
一、设计背景
基于我国目前工业生产需求,通过分析研究发现,现阶段我国市场对其“冷轧电工钢”需求量较大,从实际情况及发展需求出发,构建电工钢连续退火自动化控制系统至关重要。首先,电工钢连续退火自动化控制系统可以起到提升生产效率的重要作用,通过分析发现,传统生产线无法满足当下企业生产需求及产量增加。所以,实现其自动化控制系统可以在电工钢生产效率方面起到促进作用。其次,为企业降低了生产及投入成本。目前,企业经济收益及成本投入是企业发展重要核心基础。通过电工钢连续退火自动化控制系统与生产线构建实现,为企业节省了大量成本投入,从根源上解决了成本消耗及浪费问题。最后,促进了现代化生产加工体系及布局,通过对电工钢连续退火自动化控制系统设计与实现,提升了我国现代工业生产进程,为企业生存发展及规模壮大奠定坚实基础[1-2]。
二、电工钢连续退火线自动化控制系统具体设计
(一)自动化控制系统设计布局
通过对电工钢连续退火线自动化控制系统设计图纸观察分析发现,对其进行设计时主要以结合、关联为主。该电工钢连续退火线自动化控制系统设计主要包括:1条酸洗机组、1条原料纵剪机组、1条连续脱碳退火机组、1台20辊可逆式轧机、20座高温退火罩式炉、1条热拉伸平整机组、1条氧化镁涂层机组、1条成品分条机组等。另外,在其连续脱碳退火机组设计中,拟采用国内自主研发技术,包括设计图纸、设计方案、制造流程、软件编程等都采用国内自主研发技术,并将该机组交付武汉亚克公司进行全程总承包,包括设计、制造、测试、保障、维修、技术支持等。并将其“电气传动系统设计及相关软件编程”交付北京华城公司进行负责[3]。
(二)设备设计概述
脱碳退火机组根据图纸设计及应用需求,其工艺设计架构主要包括:入口段环节,其包含焊机、清洗段环节(其包含碱喷淋体系、水喷淋体系、碱刷洗体系、热风烘干体系)、入口活套、退火炉段环节(其包含预热段设计、加热段设计、均热段设计及冷套设计等)。根据实际情况,将RJC风冷体系与FJC风冷体系进行科学设计,并加设出口活套设计、出口段设计两大环节,图1为机组工艺设计构架流程:
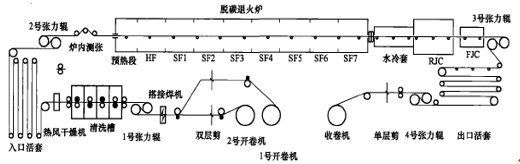
图1机组工艺设计构架流程
以下为主要参数设计,生产种类:低、中型号的取向电工钢体;生产能力:3万吨/年;产品名称:冷乳型电工钢成品卷;钢卷外径规格:≦1600mm;钢卷内径规格:608mm;钢卷重量规格:12000KG;带钢宽度规格:400—700mm;带钢厚度规格:0.45—0.75mm;入口段设计:6-40m/min;工艺段设计:6-30m/min;出口段设计:6-35m/min;穿带速度设计:20m/min;机组提速时间设计:20S;机组停顿时间设计:≦20S;机组故障停顿设计:≦8s;速度精度设计:≦±0.6%;整体张力精度设计:≦±6%。
综上所述,通过以上参数设计中得出,该机组工艺设计流程较为科学,并具有一定的时效作用,在不影响整体效能发挥的同时,起到一定的节能作用[4]。
(三)电气传动系统与控制系统设计
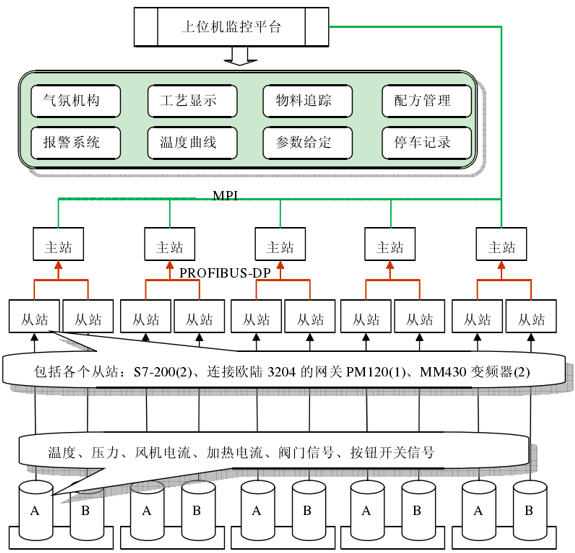
电气传动系统与控制系统是实现电工钢连续退火线自动化控制系统的重要基础,对其自动运行起到实质影响作用。同时,按照计算机编程及触摸屏进行指令控制与相关参数设定,进而起到自动化控制功能发挥的实际目的。本文设计中的连续脱碳退火机组主要以德国西门子公司技术为主要支持,该技术具有设备先进、安全保障及性能稳定等特点,充分满足了开放性网络系统的实际需求,实现了生产线自动化控制及具体应用,具体如下:第一、电气传动控制系统,在自动化生产线控制系统主要运用西门子当下较为先进的主传动调节系统。其中,包括矢量控制调节器。另外,也对其配置了大量的交流进线、出线等相关电抗装置,并加设了快速熔断装置及相关辅助设备等,图2为退火线自动化控制系统架构图。

图2 退火线自动化控制系统架构图
1、电气控制室布局,主要包括:工程师工作站(ES)两台,其中包含笔记本及台式计算机各一台、数学模式机两台、报表打印机两台,上述设备主要通过以太网及PLC进行链接。
2、操作室布局,其主要包括:操作站(OS)两台,数学模拟机两台、相关生产打印机一台,该操作站终端主要选择利用光纤和电气室PLC进行有效链接。
3、现场设备布置,电气室中的PLC主要采用光纤及PROFIBUS-DP分别与其现场远程控制设备、热嘴控制单元、风机与电加热传动器、辐射高温计等相关设备进行连接。同时,与其机组其他设备利用以太网进行连接。
(四)自动监控系统设计
本次自动生产线控制系统中的监控系统设计,主要以智能中央控制器、智能传感器及数字感应装置为主,通过对自动控制生产线进行感应装置设计,可以对生产流程及运行中存在的具体问题进行实时监测,并将监测结果反馈到智能中央控制平台中,该智能控制平台会对其监测结果进行分析,并在第一时间内完成相应处理,主要包括:报警系统、温度曲线、停车记录、配方管理、物料追踪等,通过对其进行自动监控系统设计,可以提升电工钢连续退火线自动化控制系统的时效性及效率性,图3为模拟自动化生产线及监督系统:
继续
图3模拟自动化生产线及监督系统
另外,该自动监控系统设计中还添加了“人工紧急操控”功能,该功能的添加可以为系统工作运行的稳定性及安全性起到一定促进效果,例如:出现紧急问题后,一旦自动监控及应急系统失灵,工作人员可以通过紧急处置进行“人工控制”,避免了风险事故的进一步形成。
三、相关数据对比分析
通过电工钢连续退火线自动化控制系统的实现,从钢产数量、生产效率、钢体质量等方面都有其较大提升,表1为该企业在电工钢连续退火线自动化控制系统实现之前与之后的指标对比(%):
表1电工钢连续退火线自动化控制系统实现之前与之后的指标对比(%)
生产线 生产指标 生产数量提升比例(%) 生产效率提升比例(%) 生产质量提升比例(%) 生产安全保障比例(%)
传统生产线系统 8 5 12 35
自动化控制生产线系统 29 17 38 90
数据来源:周期生产统计整理得出
通过表1得出,在实现其电工钢连续退火线自动化控制系统之前,生产数量、效率、质量等整体比例偏低,且安全保障也相对较低,具有一定的风险隐患。但通过其电工钢连续退火线自动化控制系统实现后,经过周期时间生产运行发现,生产数量、效率、质量等整体比例明显提升,并提升与巩固了生产安全。另外,从该对比数据得出自动化生产线控制系统侧重于时效性,这也是企业发展及规模壮大的重要基础,时效性在于对产品质量、数量、效率及安全的全面提升,并对其成本投入进行有效控制,优化了生产配置及资源利用,并大大节省人工,使该企业向现代化生产模式由迈进一步。因此,电工钢连续退火线自动化控制系统从其整体生产效果来看,成果较为显著。
结论:通过对电工钢连续退火线自动化控制系统的设计与实现进行分析研究,主要包括:设计背景、电工钢连续退火线自动化控制系统具体设计,其包括自动化控制系统设计布局、设备设计概述、电气传动系统、控制系统设计、自动监控系统设计等,从多方面、多角度对电工钢连续退火线自动化控制系统的设计与实现进行阐明,为下一步工作开展奠定坚实基础。
参考文献:
[1]程洪波.大型发电机硅钢片的电磁码垛技术研究[J].现代工业经济和信息化,2018,8(16):21-22.
[2]邹雁芝,李全峰,黄厚佳,等.工业用小型超高效异步电动机能效设计[J].上海电机学院学报,2018,21(06):41-47.
[3]王振,张艳丽,任亚军,等.铁心表面局部磁特性检测系统设计与实现[J].电工技术学报,2018,33(23):5435-5441.
[4]阎秋生,邝志辉,路家斌,等.CrAlSiN涂层斜刃剪切刀具的摩擦及剪切性能研究[J].塑性工程学报,2019,26(01):251-258.
[5]顾晨,杨平,毛卫民,等.轧制工艺对低牌号无取向电工钢相变退火组织、织构与磁性能的影响[J].金属学报,2019,55(02):181-190.
[6]贲彤,陈龙,闫荣格,等.考虑磁化及磁致伸缩特性各向异性的感应电机铁心电磁应力分析[J].电工技术学报,2019,34(01):66-74.
