一种面向纺织筒管的理管设备的机构设计
摘要:采用传送带式送料的方式,设计了一种面向纺织厂筒管的理管设备;设计了料斗单元,使得筒管在出料斗时保持水平,并初步剔除有纱粗大筒子;设计了送料单元,使能分别完成整列、识别筒管颜色和分拣功能;设计了大小头识别翻转机构;最终实现了剔除有纱筒管后按照颜色、大小头整理到筒管收纳箱中,理管效率大于传统理管设备。
关键词:纺织筒管、理管、整列、颜色识别、分拣、大小头翻转
Mechanism Design for Yarn Bobbin Sorting Mechanism
ZHANG Liang,XU Weiguo
(Mechanical and Electrical Engineering Department,Jiangyin Polytechnic College,Wuxi 214405,China)
Abstract:A new kind of yarn bobbin sorting machine is designed with the feeding mode of convey belt type.The hopper of the machine will remain the bobbin horizontal and can screen out the bobbins on which yarns still wound.The function of sorting,arraying and color recognition of bobbins can be achieved with the feeding mechanism.The turns-over structure is also designed.And finally,the bobbins can be sorted according to color and concentric reducer into the bobbin box.This new kind of machine can work more efficiently compared with those old type.
Key words: yarn bobbin;bobbin separating;parts arraying;color recognition;bobbin sorting;turns-over structure
0 引言
在纺织企业,对空纱管的后续整理是一项繁重的体力工作,需要耗费企业大量人力资源,增加了企业的生产成本。要提高纺织企业的生产效率,降低生产成本,就要想办法提高理管的自动化程度。近年来纺织企业和科研机构纷纷加大了对于自动理管设备的研发投入,市场上也出现了各种各样的理管设备。这些纱线理管设备可以对空纱管按照要求进行识别、整理和分拣,以便再次缠绕纱线。目前国内市场已有的理管机可以实现单人操作,高效率理管,单人单日工作量(单日工作时间按8小时计)可以与6个人手动操作理管的效率相当[1]。
1 理管机的现状
目前国内市场主要有两种类型的理管机械。一种是半自动理管机,又称之为摆管机。该机利用圆盘分理轮的转动实现筒子的大小头的区分,再利用圆盘分理轮的离心力将筒子快速送出。这种摆管机能实现大小头统一摆放,工作效率高,最快能达到18000支/小时。缺点是无法识别筒子的颜色,且无法识别筒子上有无残留纱线。后续仍旧需要人工按颜色理管,并且剔除有纱线的筒子。另一种为全自动理管机,采用自动控制、自动检测等技术,可与自动络筒机连接,将络筒机下来的管子自动分色、分拣,将细纱空管和有纱管自动分离,并将细纱空管大小头自动理顺,自动收集[2]。缺点是理管效率不高,一般小于60个/分钟。
2 新型理管机的总体设计
首先根据地区企业的要求提出研发目标:(1)区分大小头;(2)按照企业要求能识别多种颜色(至少3种);(3)自动剔除有纱筒子;(4)理管效率达到120个/分钟。
根据各功能实现的先后流程,确定执行机构的结构来进行总体设计。筒管通过上料传送带1输送至料斗,经料斗剔除粗大有纱筒子后,其余筒子落到传送带2的槽中,传送带带动筒子前移,经过颜色识别以及大小头识别系统后,按照颜色被推送装置向前方推出,经过大小头处理装置,落到整理箱中。理管机总体设计如图1所示。
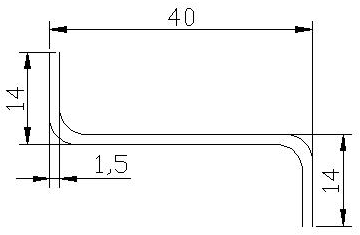
图1 理管机总体设计
3 零部件设计
3.1 料斗的设计
(1)料斗的作用
料斗有两个作用,一是初步剔除粗大有线筒管,二是使其余筒管经过料斗后能够水平地落到传送带的槽中上。
(2)使筒管处于水平位置
通过输送机构的提升将筒子输送到料斗,向下掉落的时候经过整形挡板,整形挡板是一块绕水平轴(平行于初筛螺杆轴线)转动的弧形板。整形挡板的左端设置有平衡块,调整平衡块的位置,使得下落的筒子掉落并整个碰到整形挡板,位于水平位置的时候,筒子重量克服由于平衡块而产生的力矩使整形挡板顺时针旋转,筒子在水平的状态下通过整形挡板继续进入料斗底板。
(3)剔除粗大筒管
料斗底板的形状做成倾斜内凹的弧形板,使通过整形挡板基本水平的筒管达到完全水平的状态。料斗弧形底板的最低处上方设置一螺杆,用来剔除粗大有纱筒子。水平的筒管顺着料斗底板的弧形面向左滑动经过初筛螺杆,调整初筛螺杆高度,使螺杆最下方距离底部倾斜板的垂直距离为3cm,则横截面直径大于3cm的有纱筒子在通过螺杆时,碰到快速转动的螺杆上摩擦片(或毛刷),在摩擦力的作用下筒子从料斗前方缺口处被推出。料斗前方板下方开设横槽缺口,横槽长度大于筒子长度,当筒子垂直于螺杆轴线进入螺杆区域时,在螺杆摩擦片的作用下,筒子可以顺利通过料斗前板横槽。这样,在初筛螺杆的作用下,横截面直径大于3cm的有纱筒子被提前筛选出来,提高了后续继续筛选的效率。料斗结构如图2。
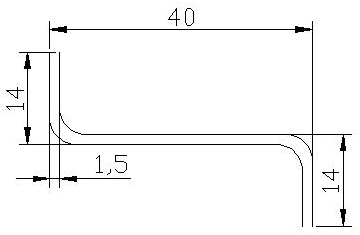
图2 料斗单元
(4)初筛螺杆螺旋线圈数以及电机转速的综合设置
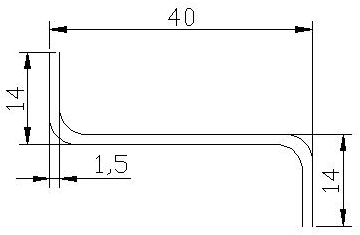
初筛螺杆材料选用尼龙,其上设置有螺旋线的橡胶片如图3所示。螺旋线圈数根据厂家的筒管处理速度要求和电机转速来综合设置。以筒管处理速度120个/分钟、选用电机转速440转/分为例,极限情况下假设每个都是粗大筒管,则在螺旋线的推动下,每分钟可以处理120个粗大筒管。也就是说螺旋线上的一个固定点每分钟要走完120个螺杆全长。考虑保险系数可以取螺旋线为3圈,此时每分钟可以处理440/3=147﹥120个。初筛螺杆结构如图3.
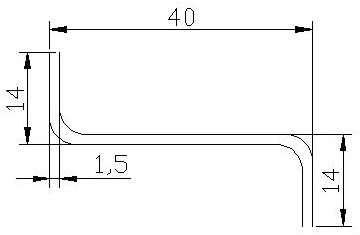
图3 初筛螺杆结构
3.2传送单元的设计
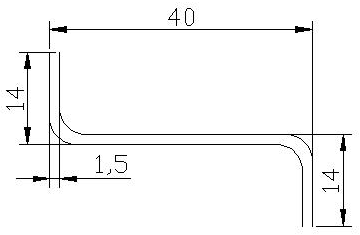
传送带采用PVC材质,可以减少筒管从料头落下时所产生的冲击,同时可以避免在传送过程中硬质材料的纱线筒管与传送带之间因摩擦而划伤表面。传送带上为了合理安放筒管,用PVC材质设置了小隔板作为置料槽,筒管就在置料槽内依次向前传送。置料槽的节距根据筒管的直径做调整,细砂筒管粗端和细端的直径分别是22mm和18mm,略微留有间隙取节距为25mm。
传送带主动辊和传动辊采用直径209无缝钢管制作,端盖和传动轴与辊轮焊接而成,两端安装上深沟球轴承,成为主动辊部件。为了实现传送带的张紧,在传送带从动轮上加工螺纹孔,安装在机架上的螺杆与此螺纹孔连接,旋转螺杆即可调整从动轮轴的位置如图5所示,通过调节主动轮和从动轮的轴距从而实现传送带的张紧。
3.3 大小头翻转机构
为了实现筒管大小头统一排列,采用位置传感器用来识别筒管大小头。调整位置传感器与筒管间的上下距离,让筒管以大头位置通过位置传感器时可以被识别,而以小头位置通过位置传感器时处于不能识别状态。推杆接受大小头指令后,分别根据触发和不触发的指令来动作。若筒管被推出,则进入大小头整理通道。大小头整理通道中设置一档杆,档杆由大小头识别传感器触发。若设定大头触发,小头不动作,则大头进入通道后,档杆受到触发指令缩回,筒管大小头位置不变继续下落到收纳箱。小头进入通道后,档杆没有受到触发指令缩回,小头碰到档杆翻身,大小头位置交换后继续下落到收纳箱。这样就实现了收纳箱中的筒管大小头方向一致。用简单的机构来实现了大小头翻转的功能,从制作、工艺以及维护方便度方面大大提高了整机经济性。翻转机构如图4所示。
1翻管档板 2铰链 3电磁铁 4电磁铁支架 5 落管导槽
图4 翻转机构示意
3.4 纱管收纳箱输送机构设计
不同颜色的纱管收纳箱分别放置于不同的传送带上,在上述大小头整理通道里设置一计数传感器,计数满120个时使该传送带向前传送一次,把满箱的纱管收纳箱向前传送,同时在筒管下落位置又有了一个空的纱管收纳箱。此时计数器重新开始计数。
考虑到把纱管盒固定在某处,纱管落向纱管收纳盒后会堆叠在一起,从而后来的纱管不能将纱管盒装满并且会掉出盒子,这样就需要一个机构来实现纱管盒的摆动,让纱管合理的均匀的落入纱管盒并整齐的排列于纱管盒中。采用四杆机构,选择曲柄摇杆机构,选择摇杆摆角使得纱管盒安装于摇杆的顶端,纱管盒可以实现圆弧摆动[3]。四杆机构计算简单,加工方便并能很好地实现纱管盒的匀速摆动。
4 整机功能实现流程
上料输送单元、初筛螺杆、筒管传送带均采用220V交流齿轮减速电机,配上调速器转速0到指定转速可调。传送带的端部安装有计数器12,每走过一个筒管就计数一次。颜色传感器安装在漏斗下方,识别出不同颜色的筒管以及有线筒管后,分别给位于不同位置的电磁铁推杆5以动作指令,该动作指令是延迟动作指令,保证颜色传感器识别完成后,筒管走到相应位置,相应的电磁铁推杆才会动作,把不同颜色的筒管推出到不同的收纳箱中。整机具体结构如图5所示。
1料斗 2颜色传感器 3图像识别系统 4位置传感器
5电磁铁推杆 6落管通道 7筒管传送带 8有纱筒管收纳箱
9无纱纱筒管收纳箱 10筒管箱传送带 11粗大有纱筒管收纳箱 12计数传感器
图5 理管机整体结构
颜色识别采用Linux系统控制的图像识别单元,在识别筒管颜色的同时还可以识别有线筒管,摄像头采用进口千兆网级别工业相机。控制系统采用嵌入式单片机,使用嵌入式C语言程序作为开发语言[4]。此处略。
结语
针对现有理管机功能单一,理管效率低的不足,设计了一种面向纺织筒管的理管设备。专门为整列单元设计了料斗,该料斗可以剔除有纱粗大筒管,使筒管出料斗时处于水平位置。送料单元采用PVC材质的传送带式,根据生产节拍和控制单元最大处理速度确定传送带速度。
采用档杆式翻转原理设计了翻转机构,实现筒管大小头统一排列。机器框架采用铝合金型材,传动滚和端盖等回转零件采用无缝钢管制作,张紧调节机构等选用标准件常用件,减少了生产升本和降低了生产周期。整列单元和送料单元共获得4个国家专利,目前试制的样机运行流畅,筒管处理速度满足预设目标,预计量产后会有广阔的应用前景。
参考文献
[1]徐永志.海马集体落纱细纱机长车分体式自动理管机使用体会[J/OL].纺织器材,2018:1-2[2018-08-31].http://kns.cnki.net/kcms/detail/61.1131.TS.20170831.1741.004.html.
[2]陈睿,徐安进,吴小艳.理管机的研究与设计[J].机电产品开发与创新,2012,25(03):43-44.
[3]武筱婷.江阴凯业自动络筒理管机通过鉴定[J].纺织机械,2016(01):21.
[4]王海玉.理管机控制系统的研究[D].天津科技大学,2017.
