钣金冲压自动上下料机械手的研究与开发
摘要:本文分析了钣金冲压自动上下料机械手研发的意义,对目前现有的各种自动化冲压生产线进行了比较,针对新型自动上下料机械手进行了深入的研究,对该系统在实际生产过程中的技术特征以及经济指标进行了评估,希望能起到一定的参考作用。
关键词:钣金冲压;自动上下料机械手;研究
随着近年来我国冲压加工技术的不断发展,在机械加工中所占的比重越来越大,冲压产业的发展对冲压加工生产工艺的要求越来越高,传统的手工送料方式受到安全性、精度、速度等多种因素的制约,已经难以满足现代化生产的需求,逐渐被自动送料结构取代。现阶段已经不再依靠大量的劳动力来进行生产活动,从劳动密集型逐渐向技术密集型发生转变,冲压自动化生产是未来冲压行业的主要发展趋势。
一、钣金冲压自动上下料机械手研发的意义
国外许多发达国家电器、电子、汽车等行业在进行生产时,为了将冲压自动化生产线更加高效、集成化的发展,选择一些具有很高档次的冲压设备来完成生产,比如说具有宽台面以及多个工位的冲床,这种冲床的价格在几千万人民币,太过昂贵。另外,还有的企业在进行生产时在生产线上配备有自由度较高的搬运机器人来完成生产,这种生产方式多用于一些大型生产线,比如汽车制造行业。但是就一般企业而言,利用这两种方法来完成钣金的冲压都不太现实。因此有了第三种生产方法,利用机械手来实现自动上下料功能,进而实现整个生产线的自动化,提高生产效率,节约人力资源。
随着国内钣金冲压行业的发展,在技术方面有了突破性的进步,同时,对于自动化生产线的需求更为迫切,另外,很多企业更希望在对原有设备改进的基础上来实现自动化生产,节约设备购买的成本。因此,利用先进的生产技术,在原有的冲压设备基础上进行改造,通过自动上下料机械手来完成生产线的自动化,是目前冲压行业的最佳选择。
二、各种自动化冲压生产线的比较
(一)传统冲压生产线
传统的自动化生产线,其主要组成为多个单动机械压力机,在各个压力机之间安装有机械手,同时设置一个加工工位,能够实现工件的翻转,这种上下料方式由人工与机械相结合属于半机械化流水线,目前我国90%的冲压企业都采取的这类生产方式来进行生产。
(二)柔性自动化送料机构
柔性自动化送料机构介于常规机械手系统和多工位横杆输送系统之间,能够实现高效、简便、灵活的自动化送料。这种系统主要应用于批量较大其加工方式没有变化的生产线,无法有效的应用到小批量多品种的产品生产过程中。
(三)具有多个自由度的送料机器人
常见的自动冲压生产线采用的是穿梭小车式或者机器人自动化送料系统。目前国内的自动冲压生产线自动化输送系统都为这种形式。这种生产方式虽然有较高的稳定性,但是机器人的购买成本高,价格昂贵,而且速度慢,只能应用于大型冲压行业,比如说汽车产业中。
(四)快速送料机械手
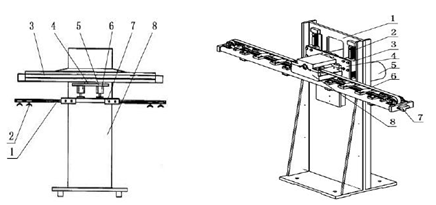
图1滑块式自动上下料机械手 图2齿轮齿条式自动上下料机械手
快速送料机械手近年来在中小型冲压企业中得到了广泛的应用,这种送料方式不仅送料速度快,同时还适应于各类冲压生产线,有着非常广泛的应用面,符合我国实际发展需求。但是这类机械手大都自国外购买,价格较为昂贵,且维修不方便。国内生产的机械手如上图1所示,其主要结构:(1)端拾器;(2)吸盘;(3)导轨;(4)滑块;(5)支板;(6)气缸;(7)支座;(8)机架。虽然可以实现快速上下料功能,但是其支座安装在滑块上,在上下卸料时,其稳定性无法得到有效的保证。
三、送料机械手的设计
(一)结构原理
本次设计基于图1的滑块式自动上下料机械手进行设计,在保证其原有功能不变的前提下,增加其使用稳定性。主要的改进之处是利用齿轮齿条传动机构来代替其自动滑块机构,配备有传送带以及电机来实现左右移动的功能。将电机固定在机架传动侧,通过齿轮齿条传动借助导轨来实现机械手在水平以及竖直方向上的运动。如图2所示,其主要组成结构:(1)基座;(2)导轨;(3)滑块;(4)连接板;(5)伺服电机;(6)同步齿形带;(7)滑枕;(8)机架。
(二)工作方式
伺服电机分为平移电机和升降电机,在平移电机启动后,利用传送带使滑枕沿着水平方向左右移动;升降电机启动后,通过导轨来完成整个平移机构实现上下移动;在进行板料的拾取时,真空发生器启动,进而使真空吸盘对板料产生足够的吸力,带动板料移动。通过升降电机的启动将吸盘上的板料提起,直至顶部,电机停止工作。再通过平移电机启动将整个平移机构移动到板料所需要到达的位置。关闭真空发生器,真空吸盘停止工作,工件落入到工作台。这时升降电机启动,使平移机构整体上升,再通过平移电机移动到下一块板料的位置。等待上下位压机完成对板料的冲压,再重复移动板料。
(三)控制方式
整个钣金冲压自动上下料机械手的控制可以通过西门子的PLC自动化系统进行控制,操作人员只需要在计算机控制界面来完成相关工作参数的设置。该系统不仅能够实现整个生产过程的自动化运行,同时还配备有自动报警系统,在末端还能实现对板料的检测,稳定性高,控制精准,有着良好的动态性能。
四、技术特征以及经济指标的评估
本文所设计的齿轮齿条式自动上下料机械手,水平工作范围在1-3m,垂直方向上的形成大约在0.03-0.1m,每分钟可以实现10次以上的有效工作量。目前该系统已经开始在生产线上投入使用,可以完成对2mm厚,3kg重的板料完成冲压工作,整个生产线在运行过程中送料精度高,同时运行过程较为平稳,并无太大噪音产生。下图3为目前正在使用的快速送料自动化冲压生产线的示意图:
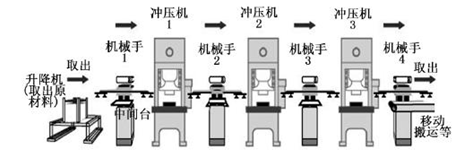
图3目前正在使用的快速送料自动化冲压生产线示意图
结束语
现在社会劳动力成本不断提高,冲压行业由传统手工机械化向着全自动生产的转型迫在眉睫,在生产过程中应用快速送料机械手有着非常广阔的发展前景。但是,本文所设计的自动上下料机械手在使用过程中还存在着一些问题,比如难以对较重的板料实现自动化送料,不仅要对真空吸盘进行改进,还需要对整个机架结构进行完善。
参考文献
[1]刘邦雄,李健,梁鹏,辛艳峰.上下料机械手的运动学仿真[J].机械研究与应用,2016,06:87-89.
[2]李尚荣,陈勇章,张卫平,单文桃.集中式控制冲压自动线设计[J].南京理工大学学报,2015,06:668-673.
[3]居跃峰.冲压装备自动化技术现状与发展[J].锻压装备与制造技术,2013,01:10-12.
[4]柏宜群,石成江.钢管切割与冲压成型的上下料自动化系统设计[J].机械制造与自动化,2014,02:195-197.
