CO2 气体保护焊气孔的产生与预防
日期: 2017/1/2 浏览: 2 来源: 学海网收集整理 作者: 泰州技师学院 赵丹
摘要:焊接制造技术是一门理论性和实践性较强的综合性技术。其中CO2 气体保护焊适用于绝大多数金属材料的焊接,目前在焊接生产中应用极其广泛。然而气孔的存在,会造成焊缝效承载面积减小、力学性能降低、应力集中等问题,从而引起焊接结构失稳、破坏。文文就CO2 气体保护焊中出现的气孔的产生原因及预防措施进行探讨,以指导焊接人员在实际作业下,有效控制气孔缺陷,获得满意焊缝质量。
关键字:CO2气体保护焊 焊缝质量 气泡 预防
焊接制造技术是一门理论性和实践性较强的综合性技术, 焊接施工中焊接质量始终与缺陷有联系, 焊接缺陷往往影响焊接产品的质量,严重的会造成焊接件报废, 所以须根据焊接连接特点来分析焊接过程中缺陷出现的条件及防治对策。防治焊接缺陷首要的条件是掌握缺陷的形成条件及其影响因素, 以制定合理的焊接工艺, 并在生产制造中严格工艺要求, 认真贯彻执行。
CO2气体保护焊是指利用CO2作为保护气体,以焊丝和焊件之间产生的电弧来熔化被焊金属的熔化极半自动电弧焊,与手工电弧焊相比,CO2气体保护焊具有生产效率高、焊接变形小、操作简单,适用于各种位置焊接等优点,是工程机械制造车间采用的主要焊接方法,但是在实际生产过程中,如果焊接工艺选择不当,再加上焊工操作技能水平所限,导致在焊缝中容易出现气孔,影响焊缝的质量,对产品质量留下安全隐患。因此,在结构件焊接过程中,如何避免焊缝中气孔的产生,是提升焊缝质量的重点之一。
一、 气孔产生主要形式及原因
气孔是指焊接时,熔池中的气体在凝固前未能完全逸出而残留下来形成的空穴。常见的有氢气孔、氮气孔、一氧化碳气孔等。常见形式如图1-1。

图1-1二氧化碳气体保护焊的焊接气孔
1、 氢气孔
是由于金属在不同状态下对氢的溶解度不同而产生的。当熔池金属由液态凝固成固态时,氢的溶解度急剧下降。当熔池中溶人较多的氢时,结晶时就会在结晶前沿析出很多气泡,如果冷却速度过快,气泡来不及浮出而存留在焊缝中就会形成气孔。氢气孔的形态有两种:表面气孔的形状类似螺旋状的喇叭,内壁光滑;内部气孔是呈球形的有光滑内表面的孔洞。形式如图1-2所示。
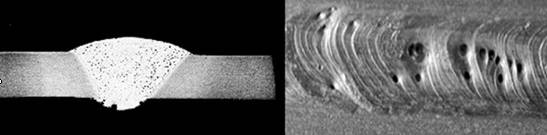
图1-2氢气孔的内外部形式
2、 一氧化碳气孔
是因为液态金属中的氧化铁与碳反应生成一氧化碳气体而产生的。由于上述反应是放热反应,因此,一氧化碳气孔在结晶前沿产生,并附着于树枝状结晶上而不能排出熔池。因而,一氧化碳气孔产生于焊缝根部并呈条虫状,其内壁较为光滑。一氧化碳气孔产生的原因有两种:母材、焊接材料碳含量高(越高越易产生一氧化碳气孔);熔池中氧浓度较高(如使用酸性焊条脱氧效果较差、电弧过长、周围空气侵入熔池、坡口内壁的油、锈等含氧污物)。形式如图1-3所示。

图1-3一氧化碳气孔
3、 氮气孔
是由于熔池中溶入较多的氮时,液态金属快速冷却过程中,氮来不及逸出而产生的。氮气孔大多成堆出现,形状与蜂窝相似。形式如图1-4所示。
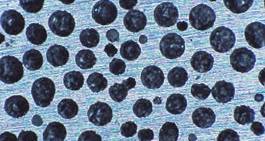
图1-4氮气孔
综上所述,气孔产生的主要原因有以下几个方面:
①焊接熔渣氧化性的影响
熔渣氧化性的强弱对焊缝的气孔敏感性具有很大的影响。当焊接熔渣中含有氟化物(如萤石)时,能起良好的去氢作用。无论是酸性熔渣还是碱性熔渣,当熔渣的氧化性增加时,氢气孔的倾向减小,而CO气孔的倾向增加。相反,当熔渣的氧化性减小、还原性增加时,则氢气孔的倾向增加,而CO气孔的倾向减小。 酸碱性熔渣对气孔的敏感性不同,碱性焊条对CO气孔与氢气孔都更为敏感。因此,在碱性焊条焊接时,需要更严格地控制气体的来源。
②铁锈、水分及其他杂质影响
焊件或焊接材料中的水分、氧化铁皮、铁锈、油污等杂质也是焊缝出现气孔的重要因素,其中铁锈的影响尤其大。
铁锈是钢铁腐蚀后的产物,是氧化铁的水化物(通式为mFe203•nH20),也包含(Fe304•H20)的水化物,即铁锈含有较多铁的高级氧化物Fe203和结晶水,在电弧焊接的条件下,这些以结晶水形式存在的水分,便产生大量的水蒸气,从而使铁氧化产生H2。当液态金属具有足够高的温度时,这些氢便以原子或正离子的形式熔入,扩散至熔池金属中,这就是焊接有铁锈金属时产生氢气孔的主要原因。
钢板上氧化铁皮的主要成分是Fe304和少量的Fe203,虽然没有结晶水,但对产生CO气孔仍有较大的影响。
焊剂和焊条药皮受潮或烘干不足、空气中或母材金属表面的水分,受电弧高温的影响,生成氢进入焊接熔池中,同样易增大产生气孔的倾向。
③焊接工艺参数的影响
焊接工艺参数,如焊接电流、焊接速度、电弧电压等,主要是影响焊接熔池的存在时间,如熔池存在的时间越短,气体逸出越困难,形成气孔的倾向也越大。
增大焊接电流可增加熔池存在的时间,有利于气体的逸出,但熔滴变细,增加了熔池对气体的吸收量,同时熔深也增加,反而不利于气体的逸出,增大了生成气孔的倾向。使用不锈钢焊条时,焊接电流增大,焊芯的电阻热增大,会使焊条末端药皮发红,药皮中的某些组
成物(如碳酸盐)提前分解,影响了造气保护效果,因而也增大了气孔的倾向。
电弧弧电压升高,弧长增加.空气中的氮气易侵入熔池形成氮气孔,其中焊条电弧焊和自保护药芯焊丝电弧焊最为敏感。
当电弧的功率不变(即焊接电流和电弧电压的乘积不变)时,焊接速度增大,熔池存在的时间变短,加快了结晶速度,从而增大了产生气孔的倾向。
④电流种类和极性的影响
电流的种类和极性不仅影响电弧的稳定性,还对氢气孔的产生有较大的影响。使用交流电源焊接时,使用未烘干的焊条,焊缝易产生气孔。用直流正接法时,生成气孔的倾向较小,而用直流反接法时,生成气孔的倾向最小。这是因为氢气实际上是以正离子形式熔入熔池,当熔池处于阴极时(反接),弧柱空间的氢正离子在熔池表面遇到电子,与之结合为氢原子,从而阻碍了氢的溶解。在使用交流电源时,氢离子在电流改变方向通过零点的瞬间,顺利进入熔池,因此产生气孔的倾向最大。
⑤工艺操作方面的影响
在生产中由于工艺操作不当也易产生气孔。例如:焊前未严格按规定要求烘干焊条、焊剂或烘干后放置时间过长。焊前未对焊件、焊丝上的铁锈、水分、油质等污物按要求进行清除。焊接时的规范不稳定,特别是使用碱性焊条时未采用短弧焊接等。
二、 预防气孔产生的措施
防止气孔产生的根本措施是消除气体的来源和排除熔池中存在的气体。
1.消除产生气孔的气体来源
(1)对焊件及焊丝(焊芯)表面上的油污、铁锈、氧化膜等进行仔细清除,特别是焊缝两侧20~30 mm范围内进行除锈、去污。
(2)焊接材料的防潮和烘干。各种焊接材料应防潮包装与存放。按规定烘干焊条或焊剂,控制烘干的焊条或焊剂在大气中的暴露时间,防止吸潮。
2.加强对熔池的保护
(1)不使用偏芯焊条和药皮脱落的焊条,焊剂或保护气体送给不能中断。
(2)掌握正确的引弧方法,电弧不得随意拉长,采用短弧焊接,并要配以适当的动作,以利于气体的逸出。
(3)装配间隙要符合要求,不要太大,防止空气从根部熔池侵入。
3.正确选择焊接材料和保护气体
通过控制焊接材料的氧化性和还原性,降低气孔的敏感性。
4.控制焊接工艺条件
控制焊接工艺条件的目的是创造熔池中气体逸出的有利条件,同时限制焊接电弧外围的气体溶入溶池。
(1)正确选择焊接参数,运条速度不能太快。
(2)对导热快、散热面积大的焊件,若周围环境温度较低,应进行预热,以降低冷却速度。
(3)选用含硫(S)、磷(P)量低、扩散氢含量低的焊丝,限制母材和焊丝的碳含量,可减少一氧化碳气孔。
(4) 当焊接环境风速超过2m/s时,要采取防风措施。
(5) 使用恰当的气体流量,无风时可为:细丝10~15L/min,粗丝15~25L/min。
(6)尽量缩短焊丝伸出长度。
(7)经常清理或更换喷嘴,随时更换气路堵塞或漏气的气管。
总结:气保焊时产生气孔的因素是多方面的,要使焊接时出现气孔降至最低,主要从上面几个方面找出引起气孔原因,改进工艺措施,从而提高焊接质量。
