高硬材料超声振动激光磨削孔加工参数优化
泉州市高级技工学校,机械教研组,福建泉州 362000
摘要:高硬材料一般均采用各种火法冶金与湿化学法相结合工艺制备,及高超的硬度始终是机加工的难度。为了提高孔径出孔端面质量,开展了超声振动激光磨削孔加工参数优化实验研究。通过综合分析孔出口端面崩边区域范围和理想孔截面的面积之比来评判孔出口的质量水平(Hd值)。研究结果表明:提高进给速度后,Hd值先降低再升高;随着振幅升高,Hd值先降低再增大。随着Hd值的降低,表示孔出口端面达到了更优质量,因此需尽量设置更低的Hd值。确定最佳激光磨削工艺参数如下:进给速度0.5-0.7mm/min,振幅7-9。该研究对提高高硬材料的激光磨削质量具有很好指导意义。
关键词:超声激光磨削;孔崩边;崩边抑制;质量控制
中图分类号:TG580.6
0 引言
ZrO2高硬材料一般均采用各种火法冶金与湿化学法相结合工艺制备,及高超的硬度始终是机加工的难度。如何进行高精度的ZrO2高硬材料小孔加工是机械加工领域的一项重要研究课题,对于构建高精密连接结构以及实现自动控制设备的准确调控都具有关键作用,目前主要通过激光或电火花方法实现小孔加工的过程[1-2]。还有一些学者研究了旋转超声激光磨削方法在小孔加工方面的技术应用,从而获得更小切削力,形成更光滑表面的孔结构,并且显著提升加工效率以及增强刀具耐磨损性能[3-4]。
当前已有较多国内外学者开展了工程陶瓷孔的研究工作。其中,张德远[5]则在超声激光磨削加工过程中构建了切削刃轨迹仿真模型,并利用实验验证了超声辅助激光磨削时减小切削力与改善孔精度的作用机制。刘瑞军[6]以飞秒短脉冲激光继续孔加工,可以控制孔径尺寸介于0.5-1.5mm之间,并实现10:1的深径比值,显著改善出孔性能,可以使内腔粗糙度达到0.28以内。
本文通过综合分析孔出口端面崩边区域范围和理想孔截面的面积之比来评判孔出口的质量水平,将其表示成损伤因子Hd值,深入分析了不同激光磨削工艺下的Hd值变化特征。
1实验
1.1加工原理
从图1中可以看到采激光磨削方式与超声方式进行振动加工的旋转超声激光磨削孔制备原理。其中,金刚石磨头与主轴一起发生旋转运动,同时工件底部表面受到磨粒的旋转激光磨削作用而被去除。
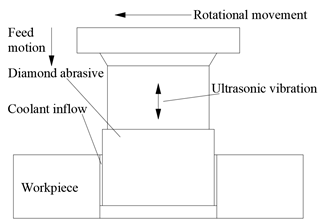
图1 超声辅助激光磨削
1.2实验设备
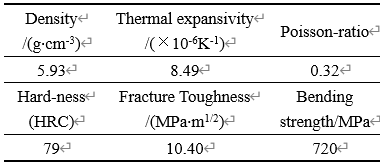
本实验采用图2中的JDVT600T加工系统。采用LaserNext LN1530-3D型光纤激光磨削机作为本实验中的超声振动激光磨削设备,通过油冷方式进行降温,本次使用的切削装置为Taga提供的超声振动激光切削仪器,具体结构见图1。激光器型号为IPG YLS-3000,最大输出功率为3000W,输出的激光束波长为1070。表1给出了材料的各项属性参数

图2 激光磨削实验
表1 ZrO2主要性质
1.3实验方案
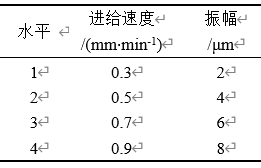
引起旋转超声激光磨削加工孔出口质量变化的各项因素中,超声波振幅、进给速度属于最关键的因素。本文设计了正交方案,经预测得到最佳参数,表2给出了各项因素与水平设置情况。
表2 正交实验因素水平
2结果与讨论
2.1图像处理
以Matlab软件提取得到孔轮廓边缘参数。S1表示标准圆面积,Si表示经过加工得到的理想圆面积。
2.2单因素实验结果分析
2.2.1进给速度对Hd值的影响
进给速度对Hd值的影响结果见图4所示。不同进给速度下以旋转超声激光磨削Hd值相对常规激光磨削方法更低。设置0.55mm/min的进给速度时Hd值最大程度减小到54%。提高进给速度后,以旋转超声Hd值先降低再升高。这是因为提高进给速度后,可减少同一加工范围的切削次数,形成更长的磨粒轨迹,减少相互干涉影响,形成了更大的激光磨削深度。
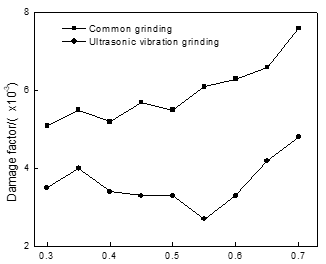
图4 进给速度对Hd值的影响
2.2.2超声波振幅对Hd值的影响
振幅对Hd值的影响结果见图5所示。通过旋转超声激光磨削Hd值随振幅升高先降低再增大。根据磨粒运动轨迹可知,加入超声振动后,磨粒对工件表面产生了高频冲击,切削形式转变成断续状态,引起脆性材料去除机制。
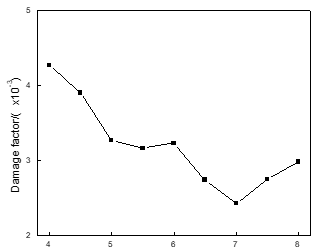
图5 振幅对Hd值的影响
2.3 质量控制策略
采用超声振动辅助方法对氧化锆进行孔加工时,会在磨粒和工件间形成划擦并造成一定的冲击,从而引起表面出现明显裂纹缺陷[7]。并且上述裂纹的长度都显著超过材料自身微裂纹,从而更易受到应力载荷影响发生结构失稳的问题。进一步增大加工孔深度时,为轴向切削力提供支持作用的剩余材料也逐渐减薄。随着厚度低于临界值后,孔底边缘将会受到轴向切削力作用而出现应力集中的现象[8]。当材料拉应力超过强度上限时便会形成微裂纹,同时发生进一步扩展。
当裂纹扩展到孔底部的时候,便会在孔口边缘产生损伤缺陷[9]。为了对这一损伤进行有效抑制,通过夹具固定工件,利用垫块对孔底形成反作用,显著提升工件断裂韧性,实现横向和纵向裂纹尺寸的进一步减小,充分消除孔底崩边。
3结论
本文开展ZrO2高硬材料超声振动激光磨削孔加工参数优化,得到如下有益结果:
1)以Matlab软件提取并计算旋转超声加工方式获得的Hd值。提高主轴转速后,Hd值先降低再上升;提高进给速度后,Hd值先降低再升高;随着振幅升高,Hd值先降低再增大。
2)随着Hd值的降低,表示孔出口端面达到了更优质量,因此需尽量设置更低的Hd值。
参考文献:
[1] 郑非非, 董志刚, 张嘉桐, 等. 超声振动对单颗金刚石工具划擦RB-SiC 材料去除行为的影响[J]. 机械工程学
报, 2019, 55(1): 225-232.
[2] 吴玉厚, 王维东, 李颂华, 等. 干湿磨条件下氧化锆陶瓷表面粗糙度实验[J]. 沈阳建筑大学学报(自然科学版), 2017, 33(6): 1080-1087.
[3] 李颂华, 王科冲, 孙健, 等. 氧化锆陶瓷激光磨削工艺优化和粗糙度控制研究[J]. 硅酸盐通报, 2020, 39(1): 271-277.
[4] 张园, 康仁科, 刘津廷, 等. 超声振动辅助钻削技术综述[J]. 机械工程学报, 2017, 53(19): 33-44.
[5] 刘逸航, 滕云达, 耿大喜, 等. 复合材料小孔超声铣磨质量研究[J]. 电加工与模具, 2020(4): 61-65.
[6] 刘瑞军, 桓恒, 赵晨曦, 等. 超短脉冲激光加工陶瓷基复合材料制孔研究[J]. 电加工与模具, 2019(2): 55-58.
[7] 方锐, 邹平, 段经伟, 等. 三维超声振动辅助车削减摩特性与表面质量的实验研究[J]. 东北大学学报(自然科学版), 2023, 44(02): 233-241.
[8] 纪道航, 陈燕, 郭南, 等. 基于响应曲面法的CFRP超声振动辅助磨削工艺参数优化[J]. 金刚石与磨料磨具工程, 2022, 42(05): 585-594.
[9] 魏久翔, 姜晨, 刘剑. 微槽的超声振动辅助磁性复合流体抛光工艺研究[J]. 上海理工大学学报, 2022, 44(05): 457-463.
作者简介:易礼文,男,1986-10,福建省泉州市,本科,一级实习指导教师,主要从事于机械加工。
